您的位置>首頁 >邯鄲當(dāng)?shù)禺a(chǎn)品News >
銅止水_抗裂纖維隨心所欲定制
更新時(shí)間: 2025-05-19 09:59:53 ip歸屬地:邯鄲,天氣:晴,溫度:24 瀏覽次數(shù):1
以下是:銅止水_抗裂纖維隨心所欲定制的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 批發(fā)/個(gè) |
|---|
| 發(fā)貨期限 | 1 |
|---|
| 供貨總量 | 666 |
|---|
| 運(yùn)費(fèi)說明 | 面議 |
|---|
以下是:銅止水_抗裂纖維隨心所欲定制的圖文視頻
導(dǎo)讀 銅止水_抗裂纖維隨心所欲定制,興泰工程材料有限公司(邯鄲分公司)為您提供銅止水_抗裂纖維隨心所欲定制的資訊,聯(lián)系人:張經(jīng)理,電話:15318168555、15318168555,QQ:2028098034,發(fā)貨地:高新區(qū)。 河北省,邯鄲市 邯鄲市,簡(jiǎn)稱“邯”,是河北省轄地級(jí)市,Ⅱ型大城市,是國(guó)務(wù)院批復(fù)確定的河北省南部地區(qū)中心城市。截至2022年末,全市下轄6個(gè)區(qū)、11個(gè)縣、代管1個(gè)縣級(jí)市,總面積12066平方千米,常住人口928.1萬人。
銅止水_抗裂纖維隨心所欲定制的詳細(xì)視頻已經(jīng)上傳,從產(chǎn)品的外觀到內(nèi)在,從功能到性能,視頻將為您呈現(xiàn)一個(gè)真實(shí)、的產(chǎn)品形象。
以下是:銅止水_抗裂纖維隨心所欲定制的圖文介紹


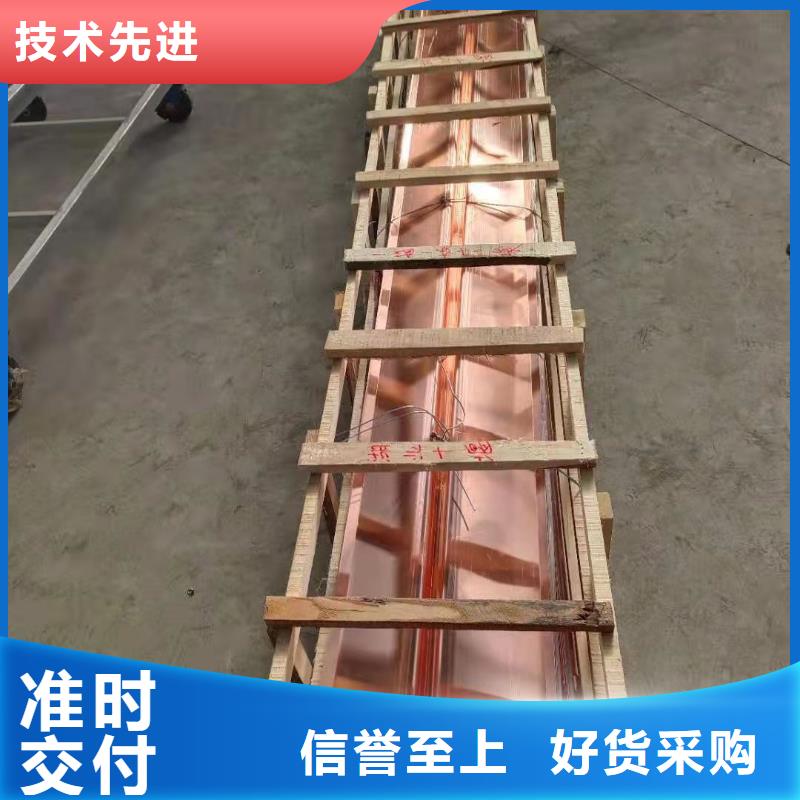
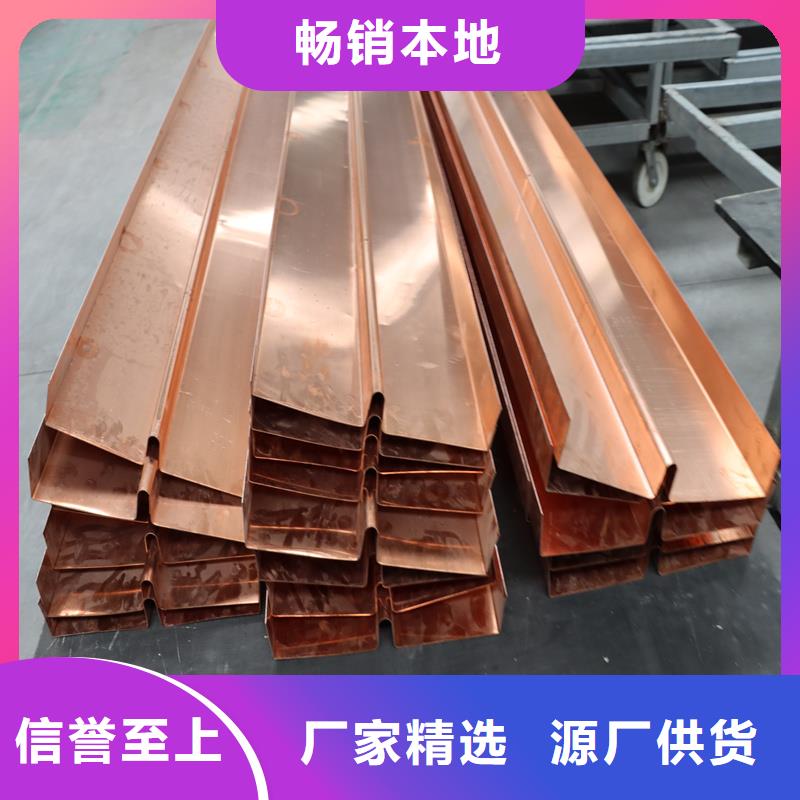
隧道止水,采用銅止水和橡膠止水相結(jié)合的方法,銅止水在增加止水性能的同時(shí),還能降低施工成本。隧道中的防滲系統(tǒng)一直是隧道施工中的薄弱環(huán)節(jié),經(jīng)過對(duì)施工現(xiàn)場(chǎng)的不斷摸索,我們對(duì)其進(jìn)行了一些改進(jìn),使改進(jìn)后的施工方法變得簡(jiǎn)單且。 隧道銅止水帶拼焊施工要點(diǎn)如下: 1、在洞外據(jù)擬鋪掛面積的大小將2~3幅幅面較窄的成卷防水板下料; 2、然后將其平鋪在地面上拼焊成便于運(yùn)輸、鋪掛的大幅面防水板,減少洞內(nèi)作業(yè)的焊縫數(shù)量,以提高焊接質(zhì)量; 3、選擇合格的一次性成型的止水銅帶; 4、 止水銅帶的拼接采用熱合機(jī)雙焊縫焊接,要求搭接寬度不小于100mm,保證焊縫質(zhì)量; 5、焊縫應(yīng)嚴(yán)密,單條焊縫的有效焊接寬度不應(yīng)小于12.5mm。 銅止水規(guī)格是銅含量、以及寬度、厚度、軟硬態(tài)及物理特性的一種表現(xiàn)形式,包括但不限于;T2、T2R、T2M、T2-Y2、T2M、T3-Y2、T3M、T2-Y3 、軟態(tài)、半硬紫銅止水等。用T表示,即T2與T3,T2銅含量≥99.8%,T3銅含量≥99.7%。銅軟硬態(tài),M表示銅硬度狀態(tài)為軟態(tài),抗拉強(qiáng)度≥205MPa,延伸率為30%;Y2為半硬態(tài),抗拉強(qiáng)度≥245MPa,延伸率為≥8%。  銅止水規(guī)格 1.執(zhí)行標(biāo)準(zhǔn)GB2059-2008; 2.厚度:0.5-14mm; 3.寬度:200-1000; 4.長(zhǎng)度:1000-3000; 5.抗拉強(qiáng)度不小于205Mpa; 6.伸長(zhǎng)率不小于20%; 7.化學(xué)成分和物理性能應(yīng)滿足GB/T2059-2008《銅及銅合金帶材》的規(guī)定; 8.符合 標(biāo)準(zhǔn)(GB2040-2008)《銅及銅合金板材》中的相關(guān)要求。



興泰工程材料有限公司(邯鄲分公司)專業(yè)制作 排水盲管等。幾年來,憑借著廣大客戶的支持和信賴,憑借著奮斗目標(biāo)自身忠誠優(yōu)質(zhì)的服務(wù),憑借著“誠信、和諧、、創(chuàng)新的精神,我們?nèi)〉昧碎L(zhǎng)足的發(fā)展,成為同行業(yè)中的優(yōu)質(zhì)供應(yīng)商。我司是一家集 排水盲管制造﹑銷售、售后服務(wù)為一體的專業(yè)性公司。為了鑄就一個(gè)永遠(yuǎn)的品牌,更為贏得客戶廣泛的信任,我們一直在努力,在管理上抓質(zhì)量促效益。從市場(chǎng)調(diào)查、產(chǎn)品設(shè)計(jì)、生產(chǎn)工藝、原材料采購計(jì)量、產(chǎn)品檢驗(yàn)銷售到售后服務(wù)都堅(jiān)持以客戶為中心的原則,嚴(yán)格完善了質(zhì)量管理體系;銷售的產(chǎn)品在設(shè)備上,實(shí)現(xiàn)了流水化作業(yè),并配置了先進(jìn)的檢驗(yàn)檢測(cè)設(shè)備;在技術(shù)上不斷加強(qiáng)與大院校及科研院所的橫向科技協(xié)作,重視培養(yǎng)科技力量,充分開發(fā)新產(chǎn)品。企業(yè)本著“以科技為先導(dǎo),以質(zhì)量求生存,以管理出效益,以服務(wù)求信譽(yù)的經(jīng)營(yíng)理念。質(zhì)量與服務(wù)遠(yuǎn)遠(yuǎn)超越其他一切,是產(chǎn)品永遠(yuǎn)滿足客戶的保證,亦是企業(yè)苦心孤詣的經(jīng)營(yíng)結(jié)果,興泰工程材料有限公司(邯鄲分公司)衷心希望海內(nèi)外各界賓朋攜手合作,共創(chuàng)輝煌的明天,同收雙贏的碩果。


紫銅片止水如何焊接 紫銅止水片焊接質(zhì)量測(cè)試方法 銅止水1、紫銅止水片焊接接頭可以從外觀質(zhì)量檢驗(yàn) 焊接完成后,采用目測(cè)或量測(cè)檢查焊縫是否平整,光滑,軸線時(shí)間的接口誤差是否滿足招標(biāo)文件技術(shù)條款要求及搭接長(zhǎng)度不小于20mm。 2、焊接接頭部位的煤油滲透測(cè)試 先將用于檢驗(yàn)的部位表面清理干凈,不得留有污漬,用 漿涂抹,待徹底晾干后在焊縫的背面抹上煤油。由于煤油所具有的張力作用,具有滲透細(xì)小縫隙的特性。如果紫銅止水片焊縫不緊密或者鋼材內(nèi)部有疏松、夾層、夾灰時(shí),煤油將紫銅止水片滲漏到鋼材或焊縫的另一面并在 上顯出印漬。 自粘復(fù)合型止水帶是一水平止水片(帶)上或下50㎝范圍內(nèi)不宜設(shè)置水平成型后的止水紫銅片,在安裝時(shí),應(yīng)避免扭曲變形或其他損壞.止水安裝時(shí), 為準(zhǔn)確的確定缺陷位置,避免印漬擴(kuò)散,在涂上煤油后稍停片刻即進(jìn)行觀察,初出現(xiàn)印漬處為缺陷位置。為了保證煤油有足夠的浸潤(rùn)滲透時(shí)間,以保證檢測(cè)的過程持續(xù)在半小時(shí)以上不出現(xiàn)印漬叫為適宜。 3、焊接接頭的力學(xué)性能測(cè)試方法 接頭拉力試驗(yàn)不應(yīng)該小于母材抗拉強(qiáng)度的80%,這個(gè)地方需要大家嚴(yán)格把控。



我國(guó)的建筑技術(shù)發(fā)展迅速,在建筑物中安裝銅片止水帶的技術(shù)已經(jīng)非常普遍,并且得到了廣泛的應(yīng)用,主要是因?yàn)榻ㄖ锏氐紫滤惠^高,同時(shí)為了加快施工進(jìn)度,使地下室頂板施工完成后盡快進(jìn)行基坑的回填,故對(duì)地下室底板及外墻的銅片止水帶均采取了超前止水措施。 止水接頭現(xiàn)場(chǎng)焊接施工工藝及方法 銅止水 A、焊絲和氣焊熔劑:采用紫銅止水母材的剪條,將脫氧劑放在 焊粉中,焊粉采用氣劑301. B、氣焊工藝:焊前做好焊絲和焊件的清潔工作,一般用鋼絲刷; 或砂紙去除表面油污和吸附的氣體。 C、焊接火焰選用中性焰:氧化焰會(huì)使熔池氧化,在焊縫中形成 脆性的氧化亞銅:碳化焰則會(huì)產(chǎn)生一氧化碳和氫氣,進(jìn)入焊縫形成氣孔。 D、焊前首先將焊件預(yù)熱:預(yù)熱溫度為400 500‘C。 E、由于高溫銅液容易吸收氣體,是焊縫金屬產(chǎn)生多孔性的缺陷, 同時(shí),焊縫熱影響區(qū)的晶粒粗大,還會(huì)使焊接接頭的力學(xué)性能降低,所以焊縫的焊接層:數(shù)越少越好,焊接時(shí)采用單道焊。焊后捶擊焊接接頭,使金屬晶粒變細(xì),從而提高其力學(xué)性能。

總結(jié) 銅止水_抗裂纖維隨心所欲定制_興泰工程材料有限公司(邯鄲分公司),固定電話:15318168555,移動(dòng)電話:15318168555,聯(lián)系人:張經(jīng)理,QQ:2028098034,高新區(qū) 發(fā)貨到 河北省邯鄲市。