



想要一睹滾壓管研磨管嚴選材質產品的風采嗎?這個視頻將用直接的方式展示產品的卓越性能,保證讓您大飽眼福。
以下是:滾壓管研磨管嚴選材質的圖文介紹
液壓機械(黑龍江省分公司)主要生產:【液壓油缸管】 等等。公司不斷從客戶的切身利益出發,站在客戶的角度,設身處地的為客戶考慮,并結合以自身的專業知識,為客戶設計出更合理的工藝產品。同時,我們擁有實踐經驗豐富、高素質的設計、制造、安裝隊伍,能按客戶所需,結合客戶的實際情況,制造生產客戶需要的產品。精心的設計、精湛的制造、精細的施工、的服務以及牧陽長期秉持的“讓我們共同前進”的理念使牧陽贏得了用戶的長期認可和良好的社會信譽。

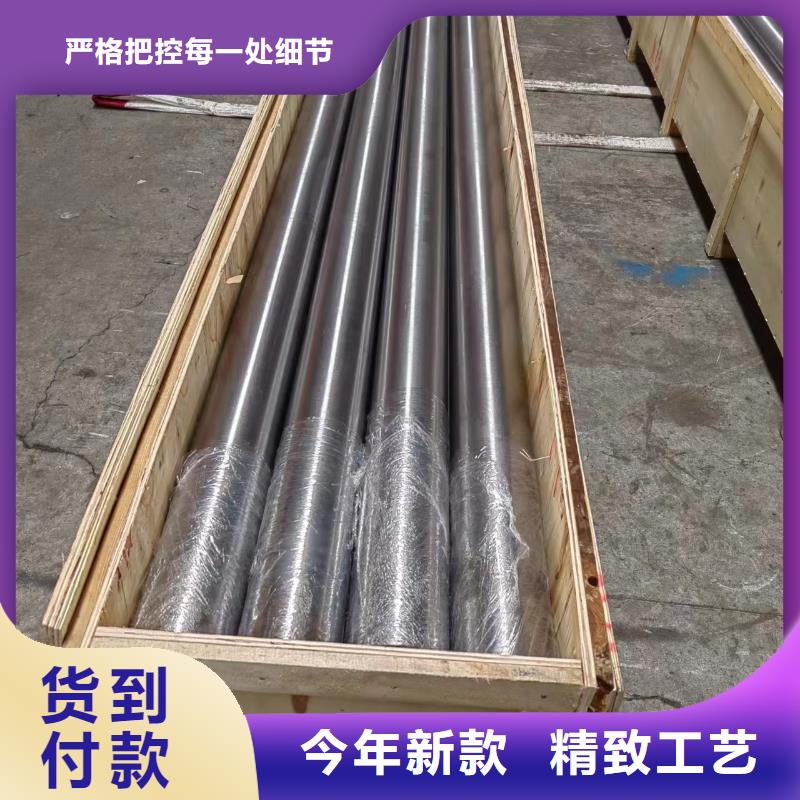
珩磨管油缸管絎磨管絎磨管按照材質主要有45號、40Cr、42CrMo、27SiMn、304等。油缸管采用滾壓加工,由于表面層留有表面殘余壓應力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產生或擴大,因而提高絎磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了絎磨管內壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質。滾壓管加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。

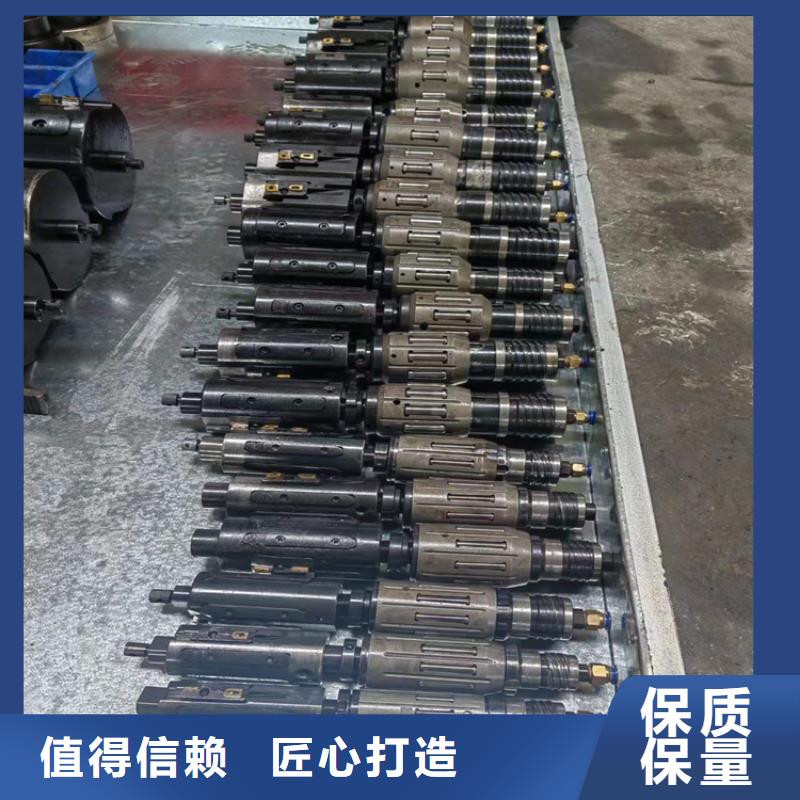
珩磨管油缸管絎磨管油缸管結構及技術要求介紹油缸管結構及技術要求介紹滾壓管
1、 結構分析:
1、 φ50mm×770mm本身的圓度公差為0.005mm。
2、左端M39×2-6g螺紋精密油缸鋼管φ50mm中心線同軸度公差為φ0.05mm。
3.1:20錐軸與精密油缸鋼管φ50mm中心線的同軸度公差為φ0.02mm。
4.1:20錐面本身的圓跳動公差為0.005mm。5.1:20錐面著色檢查,接觸面積不小于80%。
5、 φ50mm×770mm表面氮化,氮化層深度0.2~0.3mm,表面硬度62~65hrc。


珩磨管油缸管絎磨管管路漏油原因編輯 播報
液壓系統管路漏油原因探討及對策
液壓系統中使用的管路種類很多,根據液壓系統的工作壓力及安裝位置的不同,選用的有鋼管、紫銅管、橡膠管、尼龍管和塑料管等。這些管路一旦損壞漏油,輕則污染環境、影響系統功能的正常發揮,重則危及。本文分析歸納了造成液壓管路漏油的原因及采取的相應對策。]1 漏油的原因分析b] 1.1 管路質量差
在維修或更換液壓管路時,如果在液壓系統中安裝了劣質的管路,由于其承壓能力低、使用壽命短,使用時間不長就會出現漏油。硬質油管質量差的主要表現為管壁厚薄不均,使承載能力降低;劣質軟管則主要是橡膠質量差、鋼絲層拉力不足、編織不均,使承載能力不足,在壓力油沖擊下,易造成管路損壞而漏油。
1.2 管路安裝不符合要求
1.2.1 管路彎曲不良滾壓管



