





我們的熱軋鋼管廠家貨源視頻現已上線,解鎖產品新視界,視頻帶你一探究竟!
以下是:廣西賀州熱軋鋼管廠家貨源的圖文介紹

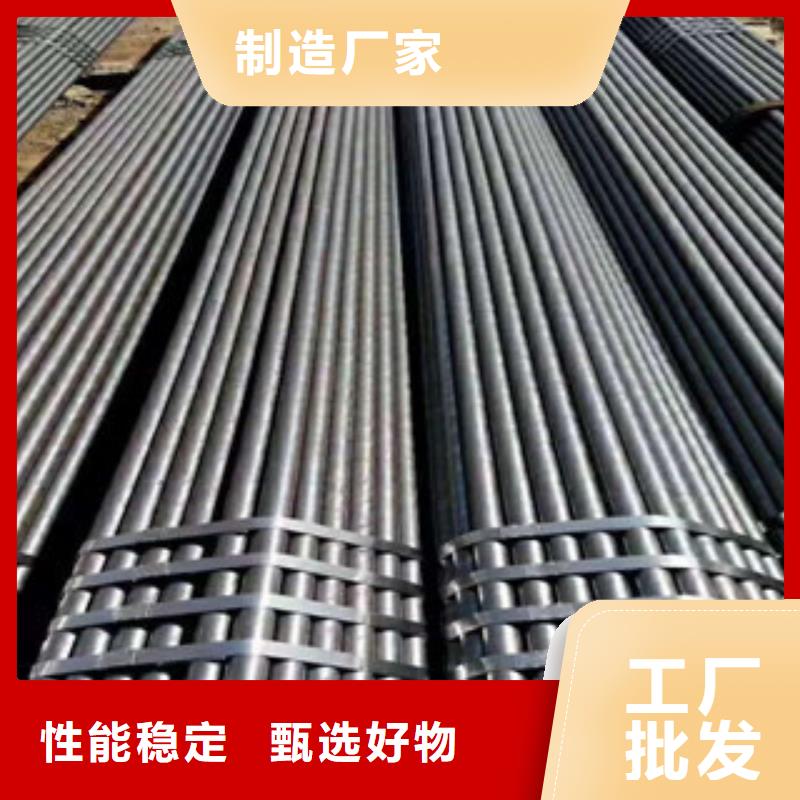
16Mn無縫管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷,截成所需長度, 在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至 自動軋管機上繼續軋制。 經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產熱軋無縫鋼管是較先進的方法。若欲獲得尺寸更小和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通 常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內,穿孔棒與擠壓桿一起運動,使擠壓件從較 小的模孔中擠出。此法可生產直徑較小的鋼管。


一般用無縫鋼管是用10、20、30、35、45等優質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、40MnB等合結鋼熱軋或冷軋制成的。10、20等低碳鋼制造的無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、拖拉機的受力零件。一般用無縫鋼管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態或熱處理狀態交貨;冷軋以熱處理狀態交貨。
熱軋,顧名思義,軋件的溫度高,因此變形抗力小,可以實現大的變形量。以鋼板的軋制為例,一般連鑄坯厚度在230mm左右,而經過粗軋和精軋,終厚度為1~20mm。同時,由于鋼板的寬厚比小,尺寸精度要求相對低,不容易出現板形問題,以控制凸度為主。對于組織有要求的,一般通過控軋控冷來實現,即控制精軋的開軋溫度、終軋溫度.圓管坯、加熱、穿孔、打頭、退火、酸洗、涂油(鍍銅)、多道次冷拔(冷軋)、坯管、熱處理、矯直、水壓試驗(探傷)、標記、入庫。
熱軋,顧名思義,軋件的溫度高,因此變形抗力小,可以實現大的變形量。以鋼板的軋制為例,一般連鑄坯厚度在230mm左右,而經過粗軋和精軋,終厚度為1~20mm。同時,由于鋼板的寬厚比小,尺寸精度要求相對低,不容易出現板形問題,以控制凸度為主。對于組織有要求的,一般通過控軋控冷來實現,即控制精軋的開軋溫度、終軋溫度.圓管坯、加熱、穿孔、打頭、退火、酸洗、涂油(鍍銅)、多道次冷拔(冷軋)、坯管、熱處理、矯直、水壓試驗(探傷)、標記、入庫。



化學成分檢驗按化學成分和機械性能供應的國產無縫管,如10、15、20、25、30、35、40、45和50號鋼的化學成分應符合GB/T699-88的規定。進口無縫管按合同規定的有關標準檢驗。09MnV、16Mn、15MnV鋼的化學成分應符合GB1591-79的規定。具體分析方法參照GB223-84《鋼鐵及合金化學分析方法》的有關部分。分析偏差參照GB222-84《鋼的化學分析用試樣及成品化學成分允許偏差》。物理性能檢驗按機構性能供應的國產無縫管,普通碳素鋼按GB/T700-88的甲類鋼制造(但必須保證含硫量不超過0.050%和含磷量不超過0.045%),其機械性能應符合GB8162-87表內所規定的數值。按水壓試驗供應的國產無縫管必須保證標準所規定的水壓試驗。進口無縫管的物理性能檢驗按合同規定的有關標準進行。


蘭格精密管(賀州市分公司)坐落于高新區許營鎮店子村,交通發達,物流便捷。主營產品: 精密異形管。公司秉承“誠信、優質、共贏”的經營理念,堅持用戶至上、服務周全原則,用心解除客戶所憂;以科技服務和優質產品服務客戶;始終堅持以“想顧客之所想,急顧客之所急”的經營理念,不斷前行;公司堅持技術的力量、不斷創新、不斷超越,與客戶共成長。


