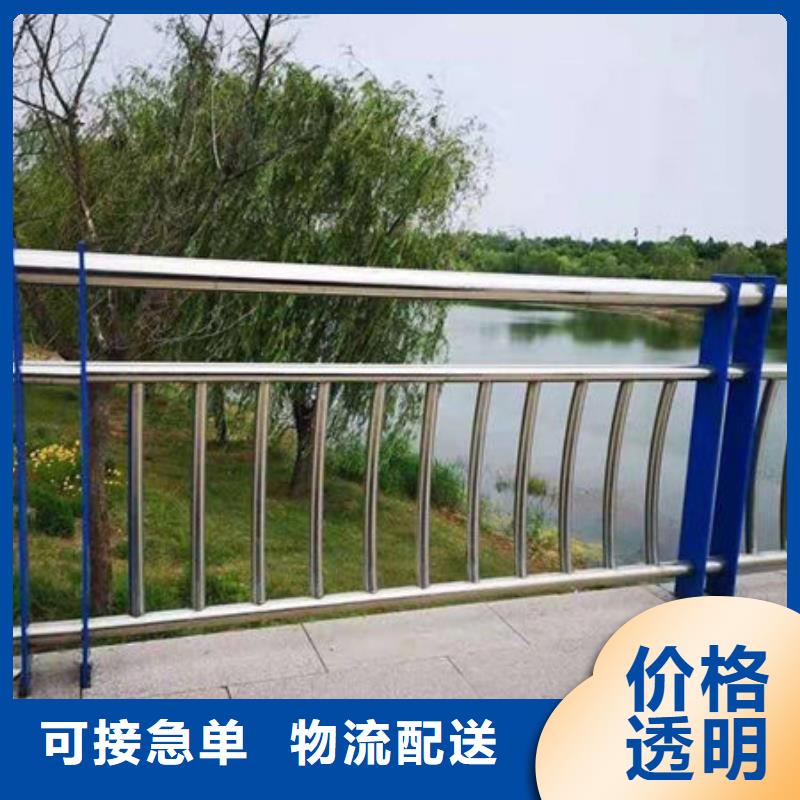




欄橋梁防撞護(hù)欄老客戶鐘愛")
華爾新材料科技(紅河市分公司)技術(shù)力量雄厚,擁有工程技術(shù)人員、技師等多方面專業(yè)人才,具有設(shè)計(jì)、安裝、調(diào)試、維修及技術(shù)咨詢的能力,是一家專業(yè)的生產(chǎn)銷售 橋梁防撞護(hù)欄實(shí)體企業(yè)。 創(chuàng)業(yè)之初,我們的決策層就本著“誠信為本”、“用戶至上”為原則,公司每位員工努力貫徹“以質(zhì)量求生存,以信譽(yù)求發(fā)展”的經(jīng)營理念為己任。
欄橋梁防撞護(hù)欄老客戶鐘愛")
欄橋梁防撞護(hù)欄老客戶鐘愛")
不銹鋼復(fù)合管護(hù)欄制造的基本工序
不銹鋼復(fù)合管護(hù)欄在日子中的應(yīng)用十分廣泛,咱們?nèi)粘H兆又械脑S多地方都離不開不銹鋼復(fù)合管護(hù)欄。咱們都知
道不銹鋼復(fù)合管護(hù)欄的運(yùn)用效果許多,可是卻不知道不銹鋼復(fù)合管護(hù)欄的制造工序,現(xiàn)在咱們大家就一起來簡略的了
解一下。
一,概述
不銹鋼復(fù)合管護(hù)欄是由較厚的珠光體鋼(基體)與較薄的不銹鋼(復(fù)層)復(fù)合軋制而成的雙金屬板。基體主要是
碳鋼和低合金鋼,如:Q235、20、20g、20R、09Mn2、15MnTi、16Mn、16MnR、14Cr1MoR、
15CrMoRH等,復(fù)層多為耐蝕性好的不銹鋼,如:1Cr18Ni9Ti、0Cr18Ni9Ti、1Cr18Ni12Mo2Ti、
0Cr18Ni12Mo2Ti、1Cr18Ni9、0Cr13、Cr23Ni28Mo3Cu3Ti等。
不銹鋼復(fù)合管護(hù)欄的底層與復(fù)層交界處的焊接屬異種鋼焊接,其焊接性主要取決于復(fù)層和底層的物理性能、化學(xué)
性能、接頭方式及填充金屬種類,常發(fā)作高溫結(jié)晶裂紋、推遲裂紋和脆化問題。焊接的辦法有:焊條電弧焊、埋弧焊
、CO2氣體維護(hù)焊等,現(xiàn)在常用氬弧焊焊接復(fù)層、焊條電弧焊焊接底層。為了確保復(fù)合鋼板不失去原有的綜合性能
,底層與復(fù)層有必要?jiǎng)e離進(jìn)行焊接;底層的焊接工藝與珠光體相同,復(fù)層的焊接工藝與相應(yīng)的不銹鋼相似,而底層與
復(fù)層交界處的異種金屬焊接是關(guān)鍵。
二,焊前預(yù)備
1,不銹鋼復(fù)合管護(hù)欄的切開,一般總厚在12mm以下時(shí),選用機(jī)械剪切合冷沖壓加工等方,加工時(shí)復(fù)層有必要
向下底層向上,不能損傷復(fù)層外表和結(jié)合處;在底層和復(fù)層都較厚的情況下,可選用等離子切開(從復(fù)層側(cè)開始切開
)和氧-乙炔火焰切開(從基體側(cè)開始,氧壓和割速要比同厚的碳鋼板小,但割嘴稍大些)。
2,不銹鋼成形制造,要盡或許實(shí)行常溫冷態(tài)彎曲成形,不能在滾床或壓床進(jìn)行急劇彎曲,要逐段緩慢加工成形
;如果需求熱加工成形的話,首先要清洗工件外表油污及雜質(zhì),運(yùn)用弱氧化性演加熱工件,以防增碳現(xiàn)象;關(guān)于低碳
鋼基體可以空冷,對低合金鋼基體要進(jìn)行保溫緩冷。加熱溫度在700~850℃。
3,坡口制造,制造坡口時(shí)一般薄件可選用Ⅰ形坡口,較厚的可選用V形、U形、X形、V和U聯(lián)合形等方式的坡
口。一般盡或許選用X形坡口雙面焊,先焊底層,再焊過度層,終焊復(fù)層,以確保焊接接頭具有較好的耐蝕性。當(dāng)
焊接方位受到限止,只能選用單面焊時(shí),可選用V形坡口,先焊復(fù)層,再焊過度層,終焊底層,焊接時(shí)盡量使復(fù)層
中少熔入底層成分。
4,不銹鋼復(fù)合管護(hù)欄焊接材料的選用,當(dāng)復(fù)合板厚度小于25mm時(shí),底層也可全用A302焊條(應(yīng)力較大);
當(dāng)復(fù)合板大于25mm時(shí),可先用純鐵焊條焊一層過渡層,然后用鋼焊條焊接底層,常用焊材選用如下圖:
三,焊接操作
1,不銹鋼復(fù)合鋼的焊接順序一般為:先焊底層,再焊過渡層,終焊復(fù)層以確保焊接接頭具有良好的耐蝕性,
一起還應(yīng)考慮過渡層的焊接特點(diǎn),,盡量削減復(fù)層一側(cè)的焊接作業(yè)量。
2,角接接頭不管復(fù)層坐落內(nèi)側(cè)仍是外側(cè),均先焊接底層。當(dāng)復(fù)層坐落內(nèi)側(cè)時(shí),在焊復(fù)層曾經(jīng)應(yīng)從內(nèi)角對底層焊
根進(jìn)行清根;當(dāng)復(fù)層坐落外側(cè)時(shí),應(yīng)對底層終焊道進(jìn)行磨光,焊接復(fù)層時(shí)可先焊過渡層,也可直接焊復(fù)層,這要看
不銹鋼復(fù)合管護(hù)欄厚度而定。
3,由于過渡層在高溫下有碳擴(kuò)散過程發(fā)作,在交界區(qū)形成了高硬度增碳帶和低硬度的脫碳帶使過渡層形成了雜
亂的金相安排,添加焊接難度。因此,為了防止 層基體焊縫熔入奧氏體,可預(yù)先將接頭附近的復(fù)層金屬加工掉一
部分。
4,先焊底層, 道底層焊縫不應(yīng)熔透到復(fù)層,以防焊縫金屬發(fā)作脆化或發(fā)作裂紋,底層鋼焊接時(shí),仍按底層
慣例焊接電流。底層焊完后,用碳弧氣刨、鏟削、磨削等辦法清理焊根,要求高的,經(jīng)X射線探傷合格后,才能焊接
過度層。
5,過渡層焊接,為了削減母材對焊縫的稀釋率,在確保焊透的情況下,應(yīng)盡量少焊接電流;要選用小直徑焊條
和窄焊道,有必要蓋滿底層焊縫切高出底層1mm,焊縫成形要滑潤,不能凸起,否則要打磨掉。
6,焊接小直徑不銹鋼復(fù)合鋼管時(shí), 層焊道應(yīng)選用鎢極氬弧焊,第二層可用奧氏體不銹鋼焊條焊接。
7,關(guān)于大厚度不銹鋼復(fù)合管護(hù)欄制造的高壓容器,施焊過程中先焊內(nèi)部不銹鋼復(fù)合層,再焊一層鐵素體過渡層
終用低合金鋼焊條填滿底層焊縫。
8,根據(jù)作業(yè)條件選用結(jié)構(gòu)材料時(shí),應(yīng)使奧氏體焊縫與珠光體鋼熔合區(qū)中的擴(kuò)散層降低到小程度,這關(guān)于高溫
和有腐蝕介質(zhì)中作業(yè)的構(gòu)件和焊后需求進(jìn)行回火處理大型構(gòu)件來說尤其重要。
9,操作時(shí)要注意維護(hù)非焊接部位復(fù)層外表,防止電弧劃傷,底層焊縫要為過渡層留出合適的深度,一般距復(fù)層
約2mm.
四,焊后處理
對不銹鋼復(fù)合鋼的焊接接頭,一般既不進(jìn)行復(fù)層的固溶處理,也不進(jìn)行消應(yīng)力處理。可是關(guān)于極厚的焊件,常常
采取中間退火和消應(yīng)力處理,殘余應(yīng)力的熱處理好在底層焊完后進(jìn)行,熱處理后再焊過渡層和復(fù)層,如需整體
熱處理時(shí)溫度的選擇要考慮對復(fù)層耐蝕性的影響、過渡層的不均勻性及異種鋼物理性能的差異,溫度一般為:450~
650℃。
不銹鋼復(fù)合鋼的焊后處理常用辦法有:退火處理、噴丸處理、借助變形法應(yīng)力。
欄橋梁防撞護(hù)欄老客戶鐘愛")
欄橋梁防撞護(hù)欄老客戶鐘愛")
欄橋梁防撞護(hù)欄老客戶鐘愛")
欄橋梁防撞護(hù)欄老客戶鐘愛")
不銹鋼復(fù)合管護(hù)欄應(yīng)用于高速公路防護(hù)欄?
現(xiàn)在的公路護(hù)欄板通常采用鍍鋅鋼板,由此產(chǎn)生的問題包括:鋼板易氧化生銹、容易刮傷汽車、生產(chǎn)成本比較高、較
輕的沖擊力容易造成護(hù)欄變形、生產(chǎn)過程容易產(chǎn)生污染。
不銹鋼復(fù)合管護(hù)欄是重要的交通基礎(chǔ)設(shè)施,我國高速公路是從80年代發(fā)展起來的,它對國民經(jīng)濟(jì)和社會(huì)的發(fā)展起
著重要的影響作用。是高速公路重要維護(hù)和保障設(shè)施。
不銹鋼復(fù)合管護(hù)欄是典型的冷彎型鋼產(chǎn)品,精密送料沖孔,18道軋輥緩慢成型,計(jì)算機(jī)定尺切斷等先進(jìn)的工藝條件
,大限度保證了防撞護(hù)欄板的形位尺寸和線形度。其截面尺寸完全符合YB4081-92標(biāo)準(zhǔn)要求。產(chǎn)品用途:廣泛用
于高速公路。
護(hù)欄板機(jī)械結(jié)構(gòu)呈M形,在板體中設(shè)置有與板體沿展方向平行的加強(qiáng)孔,加強(qiáng)孔中熱熔包覆玻璃纖維作為加強(qiáng)筋,
同時(shí)在板體上部為加強(qiáng)抗沖擊強(qiáng)度,在凸起部位設(shè)置有兩排加強(qiáng)孔和加強(qiáng)筋。
PVC高速公路新型防撞護(hù)欄與現(xiàn)有技術(shù)相比,具有抗沖擊性好、成本低、壽命長、性更高、綠色環(huán)保等優(yōu)點(diǎn) 欄
板的寬度310MM,厚度:3MM、4MM。 1噸護(hù)欄板可鋪:3MM厚的80米,4MM厚的61米 。每公里3MM厚
的重12.3噸,4MM厚的重16.388噸。
欄橋梁防撞護(hù)欄老客戶鐘愛")
欄橋梁防撞護(hù)欄老客戶鐘愛")
欄橋梁防撞護(hù)欄老客戶鐘愛")