

聯(lián)系我們

- 低噪音發(fā)電機(jī)出租
- 石屏傳菜機(jī)廠家量大種類齊全
- 內(nèi)襯高鋁水泥球墨鑄鐵管發(fā)貨快品質(zhì)高
- 濰坊智能密集架
- 成都到物流搬家公司(2025輻射+全境)
- 蘭州市水下鋼板切割公司-潛水打撈隊(duì)公司
- 非標(biāo)珩磨管大企業(yè)好品質(zhì)
- 東莞dhl國際快遞(價(jià)格)
- 水下管道堵洞常年現(xiàn)貨
- 定做非標(biāo)珩磨管價(jià)格實(shí)惠
- 鋼材高標(biāo)準(zhǔn)高品質(zhì)
- 哪里租發(fā)電機(jī)含稅含運(yùn)費(fèi)
- 不銹鋼復(fù)合管欄桿-天橋不銹鋼護(hù)欄多種款式可隨心選擇
- 太陽能候車亭售后無憂
- 紫薯面粉質(zhì)量保證
止水銅片紫銅零售
更新時(shí)間:2025-06-20 20:06:47 ip歸屬地:紅河,天氣:中雨,溫度:22-29 瀏覽次數(shù):8 公司名稱:聊城 金鴻耀工程材料(紅河市分公司)
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 10/米 |
| 發(fā)貨期限 | 1 |
| 供貨總量 | 995 |
| 運(yùn)費(fèi)說明 | 面議 |
| 范圍 | 止水銅片紫銅零售生產(chǎn)基地位于【聊城】,供應(yīng)范圍覆蓋云南省 昆明市、玉溪市、麗江市、普洱市、曲靖市、保山市、昭通市、臨滄市、文山市、西雙版納市、紅河市、大理市、德宏市、楚雄市、怒江市、迪慶市 個(gè)舊市、開遠(yuǎn)市、蒙自市、建水縣、石屏縣、彌勒市、瀘西縣、元陽縣等區(qū)域。 |
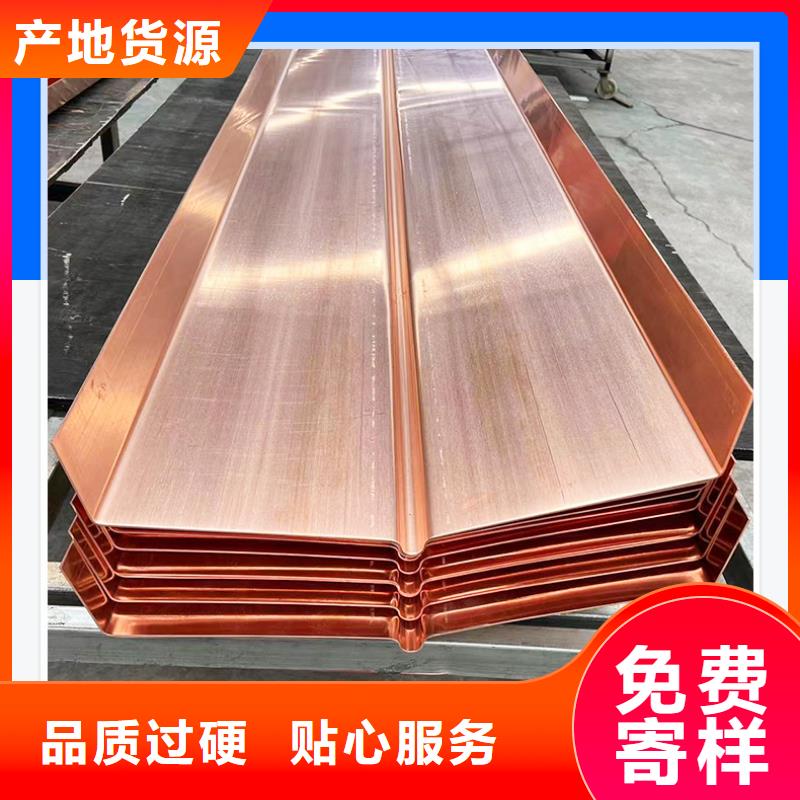



止水銅片的接頭,可以根據(jù)施工的需要加工成不同的形狀。紅河止水銅片總體來說,常用的形狀有以下幾種:T型、W型、V型、十字型、Y型、弧型、L型、H型、F型等異型。而銅止水接頭的成型方法,目前也只有兩種,焊接或者一次性沖壓成型。
1、 焊接成型
先壓制一定長度的定型止水,再根據(jù)異型接頭形狀進(jìn)行裁割,拼接成所需要的異型接頭形狀,然后焊接成型。這種制作方法雖然能夠達(dá)到設(shè)計(jì)要求,但制作工藝復(fù)雜,費(fèi)時(shí)費(fèi)料,外觀質(zhì)眾差,在一定程度上,也會(huì)影響止水銅片的抗拉強(qiáng)度。
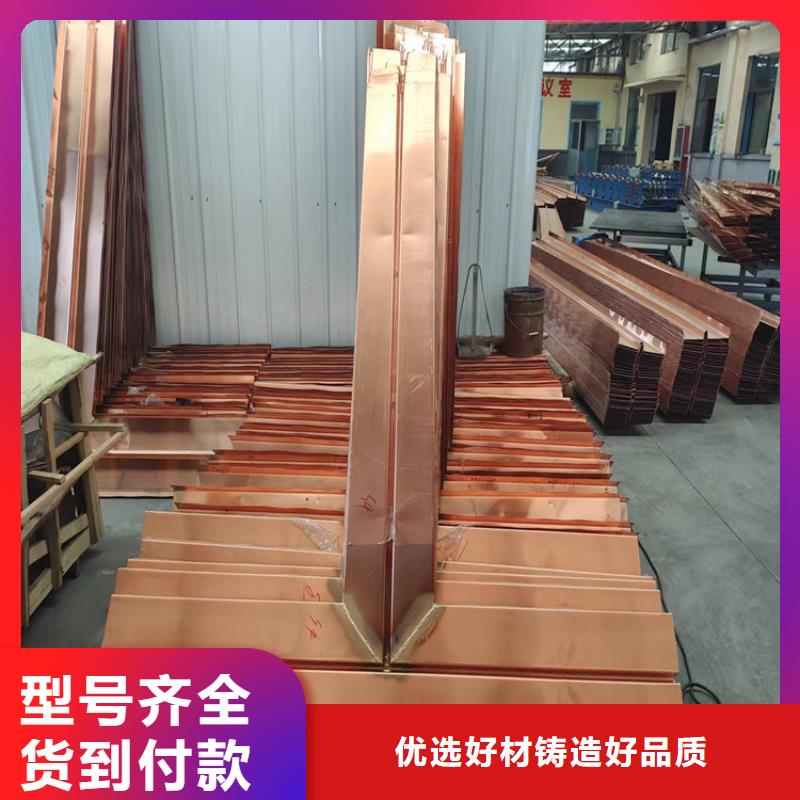
2、 一次性沖壓成型
一次性沖壓成型主要是采用沖壓機(jī)沖壓成型或千斤頂擠壓成型。目前在施工中比較傳統(tǒng)的銅止水成型多采用沖壓機(jī)沖壓成型。 止水銅片成型裝置具有結(jié)構(gòu)緊湊、可靠、生產(chǎn)效率高、產(chǎn)品質(zhì)量好等優(yōu)點(diǎn)。
因此,如果條件允許,一次性沖壓成型的銅止水接頭更能滿足施工的要求。
止水銅片紫銅止水焊接,通常采用搭接焊的方式,紅河止水銅片一般搭接長度不小于20mm,而焊接采用的焊條對(duì)焊接的工藝會(huì)有一定的影響。采用母材剪條焊接時(shí),由于同時(shí)紫銅材料,熔點(diǎn)高,止水的厚度都小于2毫米,火焰功率小則紫銅板不熔化,火焰功率大則紫銅板容易被燒穿,極難操作掌握。使用H01-12型焊槍,1毫米厚的銅板用2號(hào)嘴,2毫米的銅板用4號(hào)、5號(hào)嘴。采用中性焰將紫銅板接縫處加熱至表面熔化,似汗珠出現(xiàn)時(shí),加入焊條同時(shí)熔化,逐步前移,由于焊接過程中銅板容易被氧化,形成氧化亞銅對(duì)焊縫產(chǎn)生危害,所以要不斷的用焊條粘上硼砂加入焊縫中。
采用黃銅焊條焊接時(shí),由于黃銅焊條熔點(diǎn)較低,母材不需熔化,屬于硬釬焊,所以操作簡單點(diǎn),將銅止水加熱至亮紅色,900℃-1000℃時(shí),加入黃銅焊條,使熔化的黃銅焊條,將上下紫銅止水的邊沿粘接牢固,焊接完成后,將焊縫加熱后用冷水急冷,可以提高焊接接頭的塑性和韌性,通常叫水韌處理。 將止水跟前的鋼筋安裝一根,用鉛絲將止水頂部固定于鋼筋上,以防止被風(fēng)吹倒。焊接完成后,待焊縫冷卻下來,用毛刷將紫銅止水帶的單面刷上煤油,檢查是否有滲漏現(xiàn)象,如有滲漏現(xiàn)象則馬上補(bǔ)焊。
但是前者是傳統(tǒng)焊法,是 性接頭,不可分開,而后者屬于釬焊,用火焰燒烤則可將母材分開,預(yù)埋進(jìn)大壩之后,他的抗拉次數(shù)肯定不及前者,即折疊次數(shù)肯定小于前者。另鋼筋窄間隙焊方面,鋼筋搭接焊規(guī)定焊縫長度為10倍d,即10倍于鋼筋的直徑,而鋼筋窄間隙焊縫卻只有1倍于鋼筋直徑,又采用同樣的焊接材料,同樣的焊接設(shè)備,沒有給焊縫添加任何合金元素,因此在做強(qiáng)度試驗(yàn)時(shí)沒鋼筋接頭被從焊縫處拉斷,雖然強(qiáng)度達(dá)到要求,但還是從焊縫處拉斷。實(shí)驗(yàn)室的師傅說:焊縫不合格的,從試驗(yàn)角度分析,應(yīng)該是母材拉斷而焊縫不斷才認(rèn)為合格。本人認(rèn)為那不可能,因?yàn)殇摻钫g隙焊是兩根鋼筋端部的焊接,焊接時(shí)采用小電流則鋼筋端部熔合不好,采用大電流施焊,焊縫始終處于過熱狀態(tài),合金元素?zé)龘p嚴(yán)重,所以焊縫金屬機(jī)械性能肯定低于母材。

紅河止水銅片銅片止水帶的安裝流程:
1、固定止水帶的砼界面保持平整、干燥,安裝前界面浮渣塵土及雜物,止水銅片的銜接根據(jù)施工圖的規(guī)定,紅河止水銅片采取折疊、咬接或搭接,搭接長度不應(yīng)小于20mm,咬接或搭接應(yīng)采取雙面焊,焊工需考試合格,焊接作業(yè)必須在遞交試焊樣品報(bào)請(qǐng)監(jiān)理人批準(zhǔn)后方可施焊。 用鋼釘或膠粘將止水條固定在已確定的安裝部位。但必須將有注漿管的面按放在原砼界面上。已埋入先澆混凝土塊體內(nèi)的止水片,應(yīng)采取措施防止其變形移位和撕裂破壞,且止水片必須高出先澆塊表面以上不少于20cm。大倉面澆筑中倉內(nèi)伸縮縫止水片,應(yīng)在混凝土澆筑前架設(shè)在預(yù)定位置上,并用鋼筋等將其固定,不得因混凝土卸料或振搗發(fā)生移位。在澆筑混凝土?xí)r,應(yīng)止水片周圍混凝土料中的大粒徑骨料,并確保混凝土澆筑質(zhì)量。
2、 止水條連接時(shí)采用平行搭接方法,紫銅止水銅鼻子內(nèi)澆瀝青柱前,預(yù)先放置一根在瀝青里煮透的麻絲。在澆瀝青柱的過程中,采取多次多層澆的方法,使瀝青柱澆得比較密實(shí),在澆瀝青時(shí)速度要盡可能快,縮短層與層之間的間隔時(shí)間。止水銅片的“十”字接頭和“T”字形接頭在現(xiàn)場加工時(shí),應(yīng)嚴(yán)格控制焊接質(zhì)量。
3、根據(jù)所安裝止水條的長度在約三十米處裝設(shè)三通一處,三通直線兩端約為一頭插入止水條內(nèi),一頭插入注漿連接管內(nèi),另一丁字端頭應(yīng)插入備用注漿內(nèi),以備縫隙滲漏水時(shí)注化學(xué)漿止水使用。
4、必須將所連接的止水條中的注漿連接管與三通聯(lián)接件牢固粘結(jié),必須保證所安裝的止水條的注漿管完全通暢。安裝好的止水片應(yīng)加以固定和保護(hù);對(duì)止水附近的混凝土應(yīng)采取可靠措施確保澆筑質(zhì)量,防止形成滲漏通道。 安裝在三通上的備用注漿管,應(yīng)放入內(nèi)墻方向內(nèi)。
止水銅片紫銅止水的焊接,搭接長度要求不小于20mm焊接質(zhì)量要求如下:紅河止水銅片
1、目測或量測檢查焊縫是否平整,光潔,軸線對(duì)接誤差是否滿足招標(biāo)文件技術(shù)條款要求及搭接長度不小于20mm。
2、接頭滲透檢驗(yàn)原止水焊工更換時(shí),必須對(duì)接任焊工焊接質(zhì)量進(jìn)行滲透檢驗(yàn),具體檢驗(yàn)方法如下:采用煤油滴在焊縫上,另一側(cè)灑上粉筆灰或干石灰的方法檢驗(yàn),等待一分鐘然后看另一面的焊縫是非有汽油滲漏,如有映濕用粉筆做記號(hào),重新補(bǔ)焊。
3、力學(xué)性能試驗(yàn)接頭拉力試驗(yàn)不小于母材抗拉強(qiáng)度的80%
紫銅止水設(shè)置安裝時(shí),一定要將其銅鼻子中心線與施工縫中心線對(duì)齊,且用模板夾緊定位,防止其移位,支撐牢固后才可進(jìn)行下一步的施工。同時(shí)水平止水上下50cm范圍內(nèi) 不要設(shè)置水平施工縫,如果實(shí)在沒有辦法避免,應(yīng)采取其他措施將止水帶埋入或者留出即可。
紫銅止水片發(fā)生滲漏,主要是因?yàn)榘惭b過程中的焊接工藝不當(dāng)、伸縮縫處混凝土及瀝青關(guān)注不密實(shí)所致,具體原因有:
1)紫銅止水加工及安裝不當(dāng)引起滲漏
2)伸縮縫處混凝土及瀝青灌注不密實(shí)引起滲漏
3)地下承壓水影響引起滲漏
4)沉降差對(duì)止水結(jié)構(gòu)產(chǎn)生影響引起滲漏