



H型鋼_合金管精挑細選好貨

我廠的鍍鋅角鋼采用熱吹鍍鍍鋅工藝,是一種有效的金屬防腐方式,主要用于理石外掛和各行業的金屬結構設施上。是將除銹后的鋼件浸入460-470℃融化的鋅液中,使鋼構件表面附著鋅層,從而起到防腐的目的。熱鍍鋅工藝流程:成品拆散-酸洗-水洗-加助鍍液-烘干-浸鋅-吹鍍-冷卻-鈍化-晾干-打包-完工
百豐熱鍍鋅角鋼常用規格及理論重量
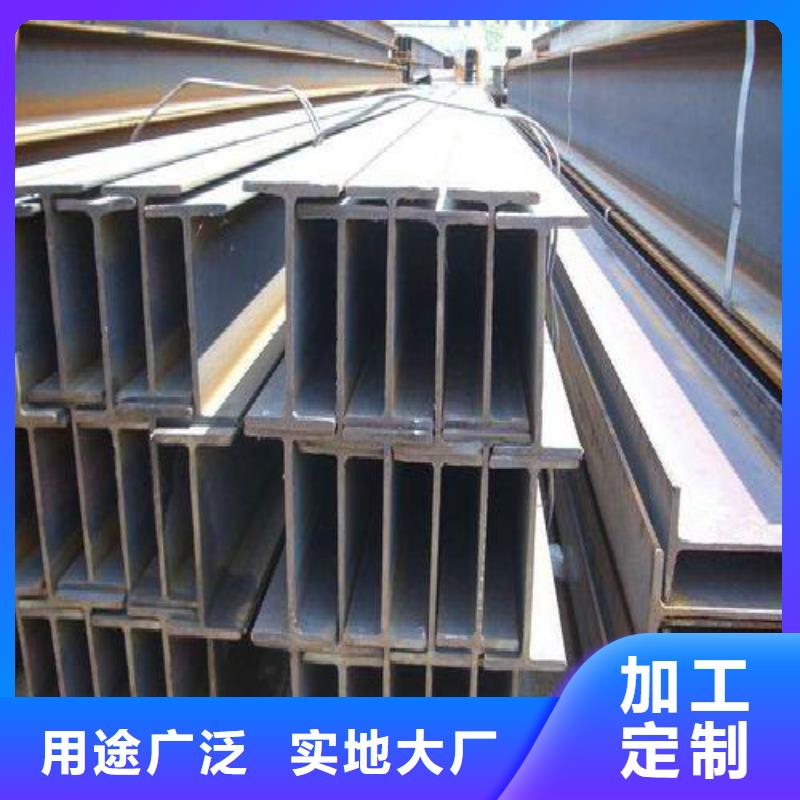
斷面形狀類似于大寫拉丁字母H的一種經濟斷面型材,又叫 鋼梁、寬緣(邊)工字鋼或平行翼緣工字鋼。Q345B焊接H型鋼的橫斷面通常包括腹板和翼緣板兩部分,又稱為腰部和邊部。
H型鋼的翼緣內外側平行或接近于平行,翼緣端部呈直角,因此而得名平行翼緣工字鋼。H型鋼的腹板厚度比腹板同樣高的普通工字鋼小,翼緣寬度比腹板同樣高的普通工字鋼大,因此又得名寬緣工字鋼。由形狀所決定,H型鋼的截面模數、慣性矩及相應的強度均明顯優于同樣單重的普通工字鋼。用在不同要求的金屬結構中,不論是承受彎曲力矩、壓力負荷、偏心負荷都顯示出它的優越性能,可較普通工字鋼大大提高承載能力,節約金屬10%~40%。Q345B焊接H型鋼的翼緣寬、腹板薄、規格多、使用靈活,用于各種桁架結構中可節約金屬15%~20%。由于其翼緣內外側平行,緣端呈直角,便于拼裝組合成各種構件,從而可節約焊接、鉚接工作量25%左右,能大大加快工程的建設速度,縮短工期。常年大量銷售:鍍鋅角鋼,熱鍍鋅角鋼,天津鍍鋅角鋼,熱鍍鋅不等邊角鋼等等,我們歡迎您的來電,期待與您的友好合作!一級貨源,質優價廉的產品銷售廠家公司一貫以服務 、質量 、價格合理、客戶至上、服務周到、讓利客戶、薄利多銷為原則,誠實守為宗旨。經過多年的經營,已經同全國各大鋼廠建立了穩固的供貨系統,同使用單位建立了良好的銷售體系 ,公司經營的產品已經使用在許多重要工程中,實行倉儲、銷售、開票一條龍服務,公司董事長攜全體員工熱忱歡迎新老朋友光臨、惠顧、指導,來人來電洽談業務,讓我們攜手共進、共創輝煌!


H型鋼組立合格后吊入龍門式自動埋弧焊接機上進行焊接。焊接前應焊縫區域存 在的鐵銹、毛刺、氧化物、油污等雜質。首先在兩端加裝與構件材質相同的引弧板和熄弧板,焊縫引出長度不應小于50mm。再用陶瓷電加熱器將焊縫兩側100mm范圍內進行預熱,預熱溫度為80到120°C,加熱過程中用紅外線測溫儀進行測量,防止加熱溫度過高,待加熱至規定溫度后即可進行焊接。
焊接方法采用門式埋弧焊進行自動焊接。如果板厚小于40mm,則每道焊縫一次焊滿,然后進行相應的翻身,如果腹板厚度大于40mm,則每道焊縫一次不要焊滿,通過多次的翻身轉動,來減少焊接變形。
進行埋弧焊焊接時,焊腳高度應滿足設計圖紙要求,焊接過程中應觀察焊絲的位置,及時調整,避免焊絲跑偏。焊接過程中如發生斷弧,接頭部位焊縫應打磨出不小于1:4的過渡坡才能繼續施焊。
焊接完成后,除去焊縫表面熔渣及兩側飛濺物,用氣割割除引弧板和引出板,將割口 修磨平整,嚴禁用錘擊落。 二、焊接H型鋼矯正
焊接H型鋼焊接完成后應進行校正,校正分機械矯正和火焰矯正兩種形式,其中焊接角變形采用火焰烘烤或用H型鋼翼緣矯正機進行機械矯正,矯正后的鋼材表面不應有明顯的劃痕或損傷,劃痕深度不得大于0. 5mm。彎曲、扭曲變形采用火焰矯正,矯正溫度控制在800到900°C,且不得有過燒現象。鋼結構工程是一個系統工程,它包括設計、加工制造和施工安裝三個過程。了解鋼結構各個組成部分的加工制造過程對于結構工程師而言是十分必要的。鋼結構的加工制作與安裝均應滿足現行 標準《鋼結構工程施工規范》GB 50755及《鋼結構工程施工質量驗收規范》GB 50205的相關要求,鋼結構工程的焊接亦應遵照現行 標準《鋼結構焊接規范》GB 50661的規定。
現在我們來講解一下,鋼結構工程中使用較多的H型鋼加工制作內容。



在激烈的 合金管市場競爭中,憑借良好的合作關系公司茁壯發展,在持續改進、追求卓越不斷進取、不斷滿足的信念,萬弗萊鋼(紅河市分公司)在不斷創新中求發展,個人靠創新精神求進步,日積月累,量變到質變,每天的一小步,就是企業將來的一大步,點滴的匯集,使公司成長的實力雄厚的 合金管企業。 公司可為用戶訂做各種特殊規格,特種材質 合金管,交貨及時,價格低,質量優,節假日照常營業、并可汽運、火運,量大可以在廠直接發貨。


