


多年來,涌華金屬科技有限公司(懷化分公司)始終堅持以精工品質 · 塑造輝煌的核心理念科學發展,并以客戶至上、信譽至上為服務核心,一如既往地向客戶提供高品質、高性能的 堆焊耐磨板產品,以專業技術和貼心服務贏得廣大客戶的信賴與支持。建設企業,創建品牌,展望未來,涌華金屬科技有限公司(懷化分公司)將與您邁向更輝煌的明天。


堆焊耐磨板結構是應用大跨度空間結構設計理念并結合仿生學而提出的一種新型結構,該結構具有剛度大、用鋼量省、傳力路徑明確及節點設計簡單等優點。計算表明比普通的閘門結構節省了約30%的用鋼量。
首先就這種結構的淵源進行探討,介紹了雙拱空間結構的概念是如何提出的,與傳統的實腹梁以及普通桁架結構進行比較,體現出了雙拱結構的優勢,并介紹了雙拱形空間鋼管結構在擋潮泄洪閘門中的應用情況。之后對雙拱結構的參數及形狀進行了優化,包括布置榀數、雙拱的線型及雙拱的厚跨比等,考慮荷載、端跨比、跨度及弦桿等因素的影響。堆焊耐磨板同時根據優化的結果,制定了可查詢的設計表格,給設計人員提供了初步設計的依據。



1 堆焊耐磨板種原淬硬傾向主要取決于化學成分、板厚、焊接工藝和冷卻條件等。鋼的淬硬傾向越大,越易產生冷裂紋。
2. 氫的作用,氫是引起超高強堆焊耐磨板堆焊冷裂紋的重要因素之一,并且有延遲的特征。高強堆焊耐磨板堆焊的含氫量越高,則裂紋的敏感性越強。
3. 堆焊的應力狀態:在堆焊耐磨板時產生延遲裂紋的傾向不僅取決于它的淬硬傾向和氫的作用,還決定于堆焊的應力狀態。堆焊堆焊耐磨板時主要存在的應力有:不均勻加熱及冷卻過程中所產生的熱應力、金屬相變時產生的組織應力、結構自身拘束條件等。



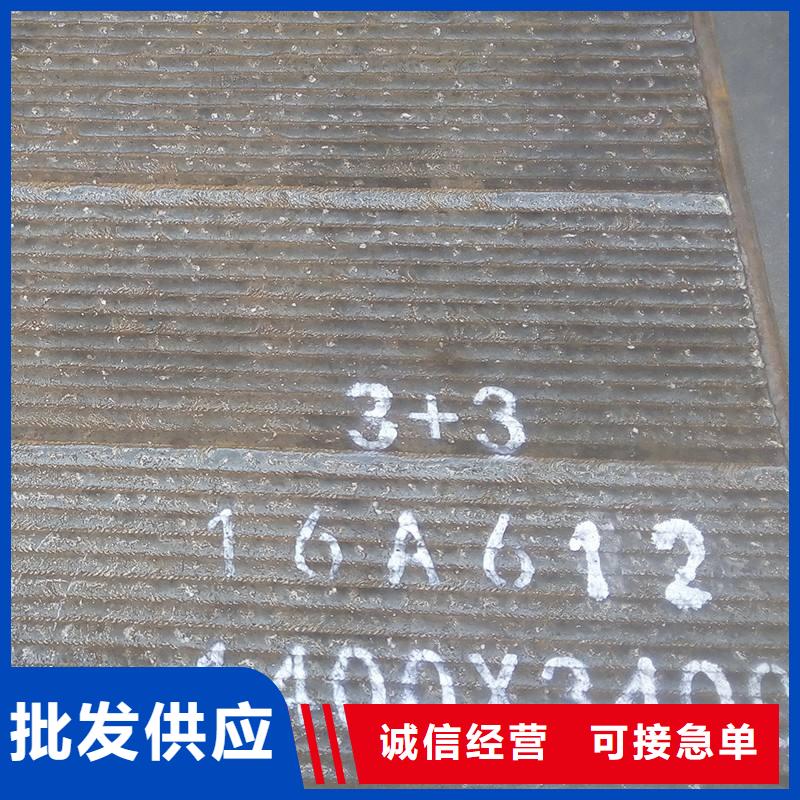
耐磨復合板生產工藝是采用冶金堆焊而成,焊接電流一般在350~500A,焊接電弧的溫度達到1000~1500℃,瞬間的高溫使焊絲與母板均達到熔點形成熔池(即所謂的焊道),并使添加入熔池的合金粉末熔化形成堆焊熔敷層。堆焊過程中,熔池鄰近的母板溫度將達到600~800℃,甚至更高,由于母板一般采用普通Q235低碳鋼,耐磨層為高碳高鉻,所以在堆焊過程中,母板各部位溫差很大,產生極不均勻的膨脹,收縮與變形,由于母板四周被壓板牢牢緊固,無法自由變形,再加上耐磨層是由大量的合金粉末制成的焊絲進行冶金堆焊在母板上,形成典型的高硬度、高耐磨材料,由于堆焊層與母板二者的熱膨脹系數相差較大,韌性好的母板可以承受較大的熱變形,而高硬度堆焊層承受熱變形的能力幾乎為零,故使其內部產生極大的熱應力,這個應力如果沒有即時釋放出來,在后期進行加工(如卷曲)過程中容易發生折斷、崩裂、耐磨層脫落等問題。在受熱變形后的冷卻過程中,為釋放堆焊復合鋼板中存在的焊接應力,在堆焊層表面垂直于焊道的方向就會產生許多大小不等的裂紋,這個裂紋就是應力釋放的結果,不影響使用



雖然說整體的鋼材周消費量是上升的,但同時也出現了一定分化,特別是汽車行業的產銷量大幅萎縮,使得板材成為了“拖后腿”的那一個,但是基建投資的增加和鋼結構行業的興起,讓整體的消費量沒有被拉低。從目前來看,房地產今年表現尤為亮眼,基建用鋼增速提高,家電、機械行業用鋼量增速將逐步放緩,汽車用鋼繼續下降。
另外,對于各品種來說,長材的消費依舊強勁,板材的造船和汽車行業都同比下滑的情況下,使得整個板材的消費進入低谷期。那么對于下半年的價格走勢依然可能是長強板弱的趨勢。