您的位置>首頁 >黃石當地今日News >
液壓油缸管企業-實力雄厚
更新時間: 2025-05-26 12:29:14 ip歸屬地:黃石,天氣:晴,溫度:18-29 瀏覽次數:9
以下是:液壓油缸管企業-實力雄厚的產品參數
| 產品參數 |
|---|
| 產品價格 | 5900/噸 |
|---|
| 發貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 小起訂 | 0.1噸 |
|---|
| 質量等級 | |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 20# |
|---|
| 產品品牌 | 九冶 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品顏色 | 金屬色 |
|---|
| 適用領域 | 油缸 機械加工 |
|---|
| 是否進口 | 否 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質 | 20#/45#/16Mn/27SiMn/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 是 |
|---|
以下是:液壓油缸管企業-實力雄厚的圖文視頻
導讀 液壓油缸管企業-實力雄厚,液壓機械有限公司(黃石分公司)為您提供液壓油缸管企業-實力雄厚的資訊,聯系人:高經理,電話:17706353138、17706353138,QQ:3573482096,發貨地:遼河路燕山路交叉口南500米東首。 湖北省,黃石市 黃石市,湖北省轄地級市,為國務院批復確定的長江中游重要工業基地、沿江開放城市、鄂東地區中心城市、長江中游城市群區域中心城市、華中地區先進制造業基地、武漢城市圈副中心城市,位于湖北省東南部,地處長江中游南岸,東北臨長江與黃岡市隔江相望,北接鄂州,西靠武漢、鄂州,西南與咸寧為鄰,東南與江西九江接壤;介于東經114°31′-115°30′,北緯29°30′-30°15′之間,總面積4583平方千米。截至2022年10月,黃石市轄4個區、1個縣,代管1個縣級市。截至2022年末,黃石市常住人口244.4萬人。
黃石液壓油缸管企業-實力雄厚
<黃石>九冶管業有限公司

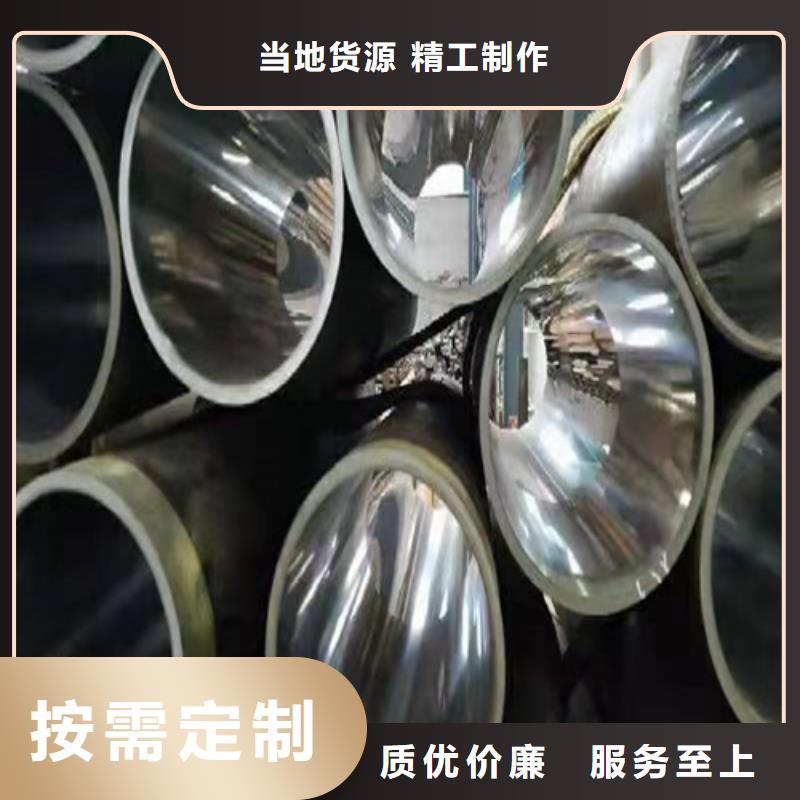
厚壁油缸管采用滾壓加工,由于表面層留有表面殘余壓應力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產生或擴大,因而提高絎磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了厚壁油缸管內壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質薄壁氣缸管內表面磨損處理方法 薄壁氣缸管存在較深縱向拉痕的,按照實物進行測繪,由專業生產廠俺珩磨管制造工藝重新生產進行更換,近資料顯示,可運用TS311減磨修補修復珩磨管。
厚壁油缸管滾壓與絎磨那種工藝精密度高 絎磨管厚壁油缸管其內孔一般采用鏜削、鉸孔、滾壓或珩磨等精密加工工藝制造,使活塞及其密封件、支承件能順利滑動,從而保證密封效果,減少磨損;油缸管要承受很大的液壓力,因此,應有足夠的強度和剛度。厚壁油缸管珩磨頭伸進孔內然后由機器帶動旋轉往復并漲出磨條進行切削加工.機器是專用的珩磨機.有立式和臥式之分.立式較適于大批量的較短件連續生產如氣缸套類.臥式的較適合較長件的生產.如果是加工鑄鐵類的生產效率轉內圓磨的方式高幾倍.但鋼件珩磨效率比鑄鐵等要差點不過比起內圓磨的方式還是要快很多.精度方面不是什么問題比起內圓磨有過之而無不及.

<黃石>九冶管業有限公司
黃石液壓油缸管企業-實力雄厚
總結 在湖北省黃石市采購液壓油缸管企業-實力雄厚請認準液壓機械有限公司(黃石分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:高經理-17706353138,QQ:3573482096,地址:遼河路燕山路交叉口南500米東首)。