



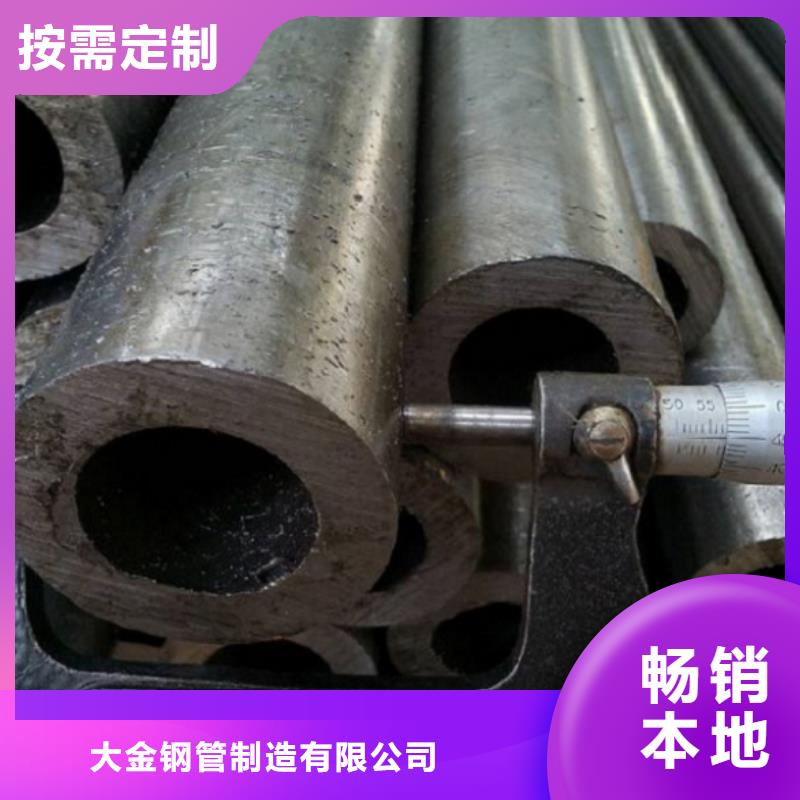
 精密管的無氧退火爐技術
無氧退火爐采用的是電加熱預抽真空保護氣氛等溫球化退火爐通過前后預熱真空氮氣保護的方法,
實現工件無氧化退火。設備具有氣氛消耗量小,能耗低,后續加工潔凈的特點,并且加熱速度快、
均勻,大大縮短了退火工藝時間,使退火后工件氧化脫碳極少,脫貧碳層增深層≦0.05mm。退火質
量優于JB/T1255-2001等標準的要求金相組織細小,均勻分布,實現了球化退火的,優質,低
耗,自動連續生產的目的。
來料精密管子的彎曲度不能過大,人工受料,將方矩管送過第三對矯直后輥后矯直輥壓下夾緊,開動主電機,方矩管旋轉前進同時被矯直,電機停止,矯直輥停止矯直,上矯直輥抬起,送出矯直的鋼管。冷拔45#精密管平常在進行貯存的時候會發生氧化,導致生銹,但是隨著科學技術的發展,對45#精密管的貯存條件越來越好,那么防止抗氧化技術也發展的很先進了。現在我們貯存產品,一般是將鋼管放到一個棚子里。開始前應檢查矯直機是否正常這樣在其表面撒上一些含有氯化鈉的粉末,這樣是為了與外界的銹跡元素進行中和,但是注意的是氯化鈉粉末要隔一段時間就要進行重撒一遍。
大金鋼管制造有限公司
精密管的無氧退火爐技術
無氧退火爐采用的是電加熱預抽真空保護氣氛等溫球化退火爐通過前后預熱真空氮氣保護的方法,
實現工件無氧化退火。設備具有氣氛消耗量小,能耗低,后續加工潔凈的特點,并且加熱速度快、
均勻,大大縮短了退火工藝時間,使退火后工件氧化脫碳極少,脫貧碳層增深層≦0.05mm。退火質
量優于JB/T1255-2001等標準的要求金相組織細小,均勻分布,實現了球化退火的,優質,低
耗,自動連續生產的目的。
來料精密管子的彎曲度不能過大,人工受料,將方矩管送過第三對矯直后輥后矯直輥壓下夾緊,開動主電機,方矩管旋轉前進同時被矯直,電機停止,矯直輥停止矯直,上矯直輥抬起,送出矯直的鋼管。冷拔45#精密管平常在進行貯存的時候會發生氧化,導致生銹,但是隨著科學技術的發展,對45#精密管的貯存條件越來越好,那么防止抗氧化技術也發展的很先進了。現在我們貯存產品,一般是將鋼管放到一個棚子里。開始前應檢查矯直機是否正常這樣在其表面撒上一些含有氯化鈉的粉末,這樣是為了與外界的銹跡元素進行中和,但是注意的是氯化鈉粉末要隔一段時間就要進行重撒一遍。
大金鋼管制造有限公司
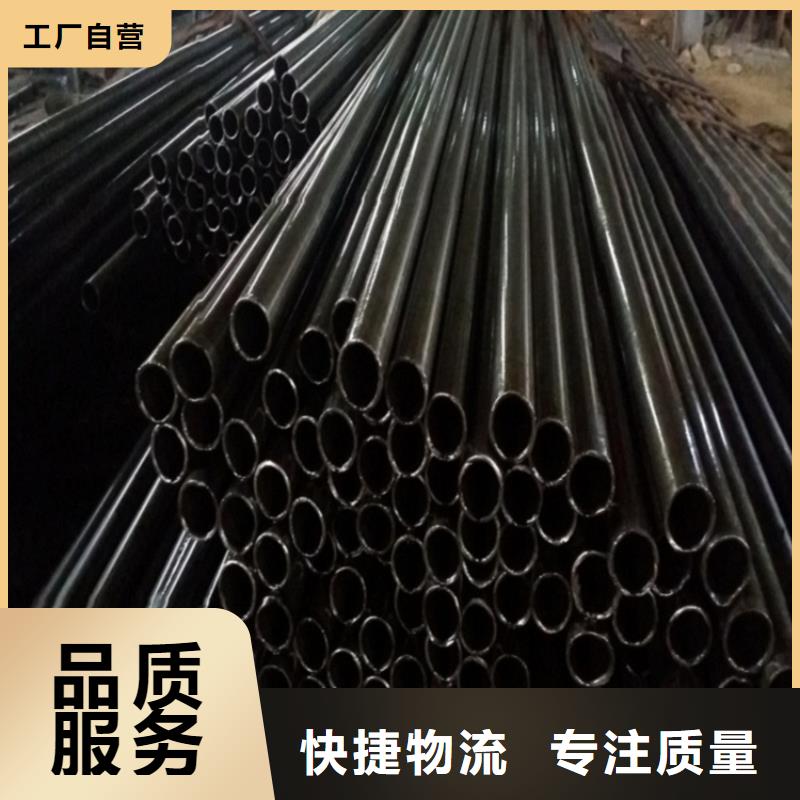
 精密鋼管安裝整個過程
根據施工圖進行管道定位,根據現場情況預制件構件水管支架,接著根據方案設計和現場開進行料,接著用磨光機磨焊接,再進行電焊焊接。焊接時將熱軋帶鋼送進焊管機組,經多道熱軋帶鋼擠壓加工,熱軋帶鋼漸漸地卷起,造成有張嘴間隙的環狀管坯,調整擠壓加工輥的壓下量,使電焊焊接間隙控制在1~3mm,并使焊接兩側齊平。如間隙過大,則造成鄰近效應減少,渦流熱值不足,電焊焊接晶間歇性合較差而導致未電焊焊接或開裂。如間隙過小則造成鄰近效應擴張,電焊焊接熱值過大,造成電焊焊接熱裂;或者電焊焊接經擠壓加工、擠壓成型后造成深坑,危害電焊焊接表面品質。精密管2
大金鋼管制造有限公司
精密鋼管安裝整個過程
根據施工圖進行管道定位,根據現場情況預制件構件水管支架,接著根據方案設計和現場開進行料,接著用磨光機磨焊接,再進行電焊焊接。焊接時將熱軋帶鋼送進焊管機組,經多道熱軋帶鋼擠壓加工,熱軋帶鋼漸漸地卷起,造成有張嘴間隙的環狀管坯,調整擠壓加工輥的壓下量,使電焊焊接間隙控制在1~3mm,并使焊接兩側齊平。如間隙過大,則造成鄰近效應減少,渦流熱值不足,電焊焊接晶間歇性合較差而導致未電焊焊接或開裂。如間隙過小則造成鄰近效應擴張,電焊焊接熱值過大,造成電焊焊接熱裂;或者電焊焊接經擠壓加工、擠壓成型后造成深坑,危害電焊焊接表面品質。精密管2
大金鋼管制造有限公司

您的位置>首頁 >湖北本地行業熱點 >