

我們精心制作的螺旋管合金鋼管專注質量產品視頻已經準備就緒,讓您一睹產品的風采。無論您是初次接觸還是再次了解,視頻都將為您帶來全新的視角和體驗。
以下是:遼寧葫蘆島螺旋管合金鋼管專注質量的圖文介紹

就其產量而言,由于目前國內沒有的機構專門就其產能及市場需求、消費情況進行分析調查,據中國建筑金屬結構協會給水排水設備分會鋼塑管聯合會和中國市場監測 提供的數據,2009年、2010年國內的鋼塑復合管產量均超過100萬噸。鋼塑管行業的產品更加多品種和系列化,鋼塑管的應用也擴展到多個領域,在城建給排水、市政供水、消防供水、煤礦給排水等多種領域都開發出了相應的產品,從給水和供水領域看,目前鋼塑管主要有以下品種:(1)給水涂塑鋼管:即CJ/T120標準,參照日本JWWA-K132標準制定,以鍍鋅鋼管內壁吸涂粉末涂料為主,主要用于城市建筑給水管。(2)給水襯塑鋼管:即CJ/T136標準,參照日本JWWA-K116標準制定,一般采用高溫高壓熔脹法,由熱熔膠粘接鋼與塑層的方法加工,主要用于城市建筑給水管。(3)帶法蘭聚乙烯或環氧樹脂涂層鋼管:參照日本水道鋼管協會標準WSP039制定,雖然包含在CJ/T120標準中,但這種管道主要用于城市供水管道、隧道排水管道等。(4)大口徑環氧樹脂涂層鋼管:主要參照


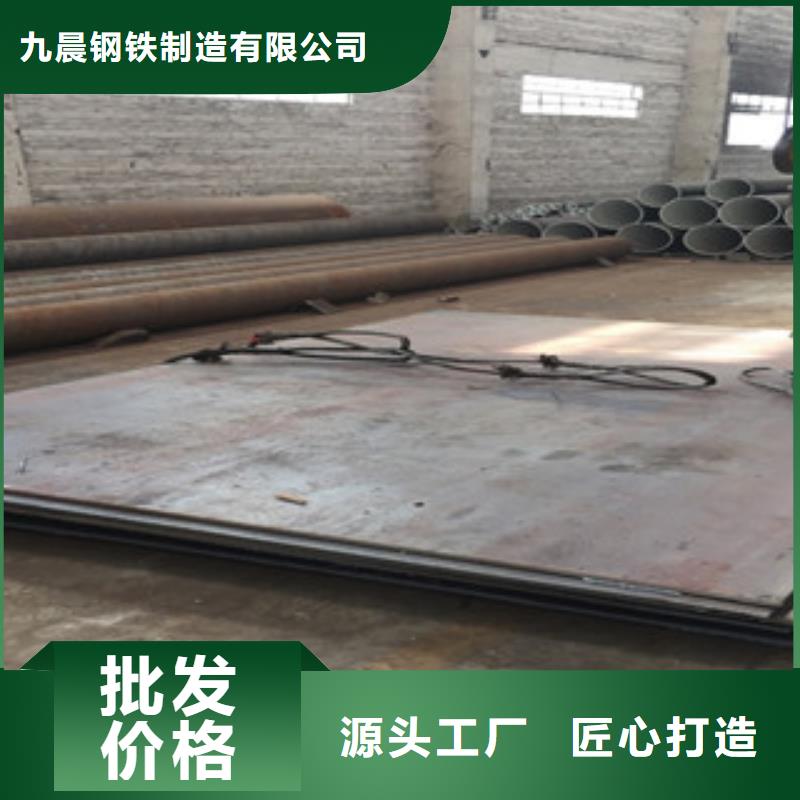
九晨鋼鐵制造(葫蘆島市分公司)位于中國 流體管生產廠家名城 - 遼寧葫蘆島,借助周邊地區的經營理念和自身不斷的科技創新,九晨鋼鐵制造(葫蘆島市分公司)近年來在 流體管生產廠家行業中飛速發展。作為一家集研發、生產、銷售為一體的 流體管生產廠家生產廠家,擁有一批的研發團隊,高素質的技術人員和管理人才,并有生產加工和檢測設備。



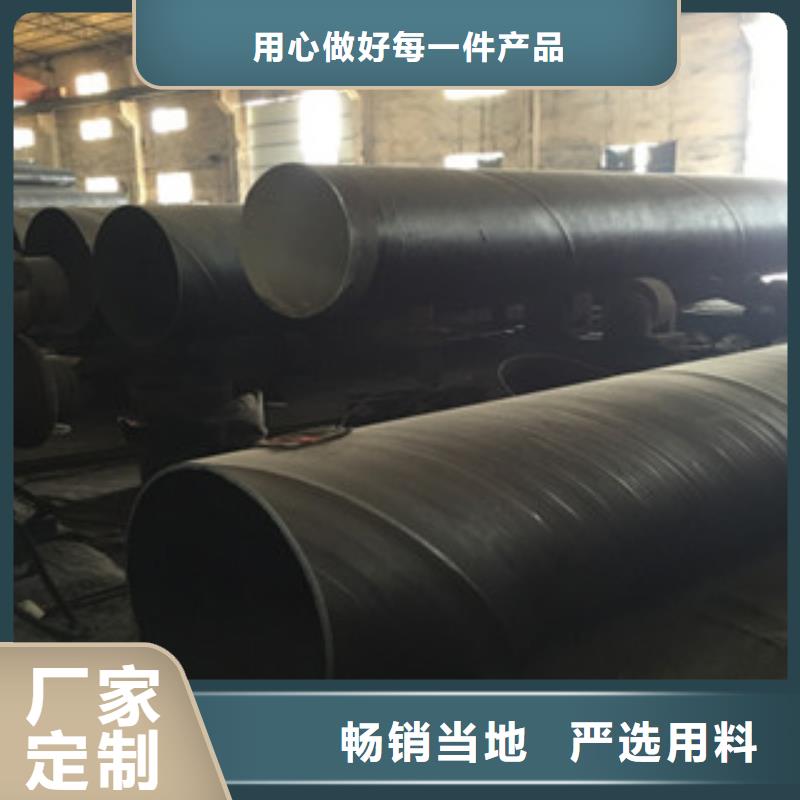
大口徑螺旋鋼管焊縫表面要求大口徑螺旋鋼管焊縫外形應均勻規整,過渡平緩,焊縫表面不得有斷弧、燒穿、裂紋、結疤、折疊、弧坑等缺陷。錯邊產生原因編輯大口徑螺旋鋼管錯邊產生的原因:大口徑螺旋鋼管在生產時,錯邊時有發生,其影響因素很多。在生產實踐中,往往由干錯邊超差而使鋼管降級。因此分析大口徑螺旋鋼管錯邊產生的原因及其措施是很有必要的。1、鋼帶的鐮刀彎是造成鋼管錯邊的主要因素。在螺旋焊管成型中,鋼帶的鐮刀彎會不斷地改變成型角,導致焊縫間隙變化,從而產生開縫,錯邊甚至搭邊。嚴重影響了鋼管的質量,故觀測鋼帶卷開卷后的鐮刀彎情況,通過控制立輥使圓盤剪能切除部分鐮刀彎以及成型角的連續控制和糾偏是在生產過程中減少鋼帶鐮刀彎產生錯邊的有效辦法。2、由于不切邊鋼帶頭尾的形狀和尺寸精度較差,對接時易造成鋼帶硬彎而引起錯邊。3、鋼帶頭尾對接焊接焊縫余高較大時


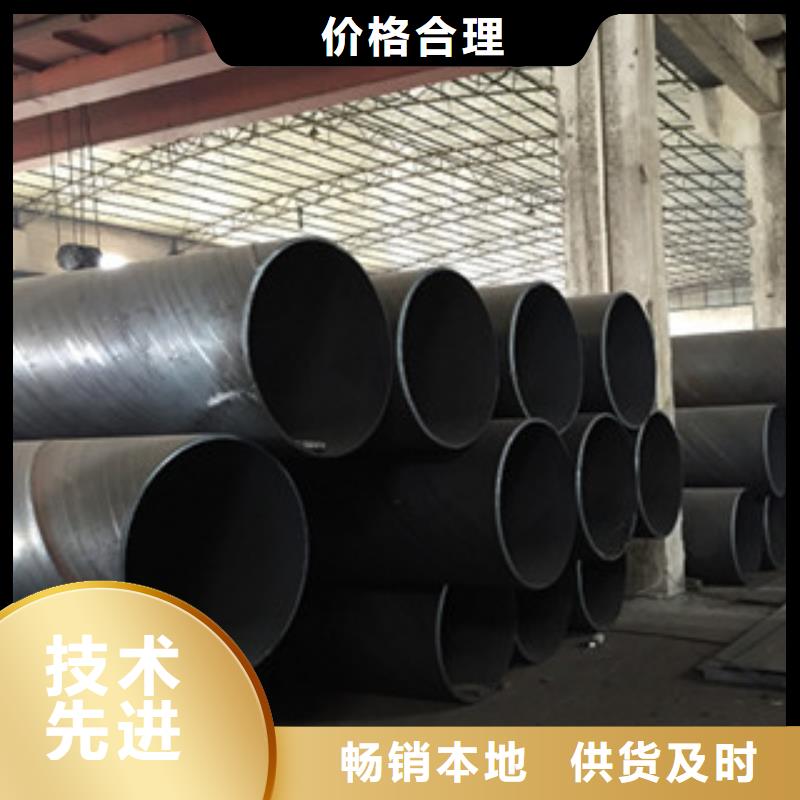
若焊縫表面出現缺陷,焊縫內部便有存在缺陷的可能(滄州全通管道焊接鋼管采用的坯料是卷板或帶鋼,因其焊接工藝不同而分為爐焊管、電焊(電阻焊)管和自動電弧焊管。因其焊接形式的不同分為直縫焊管和螺旋焊管兩種。因其端部形狀又分為圓形焊管和異型(方、扁等)焊管。焊管因其材質和用途不同而分為如下若干品種:SY/T5037-2000(低壓液體輸送管道用螺旋埋弧焊鋼管)。主要用于輸送水輸送水、煤氣、空氣、油和取暖熱水一般較低壓力流體和其他用途管。其代表材質Q235B級鋼GB/T9711.1-1997石油天然氣工業輸送鋼管交貨技術條件第1部分A級鋼管。sunyujing
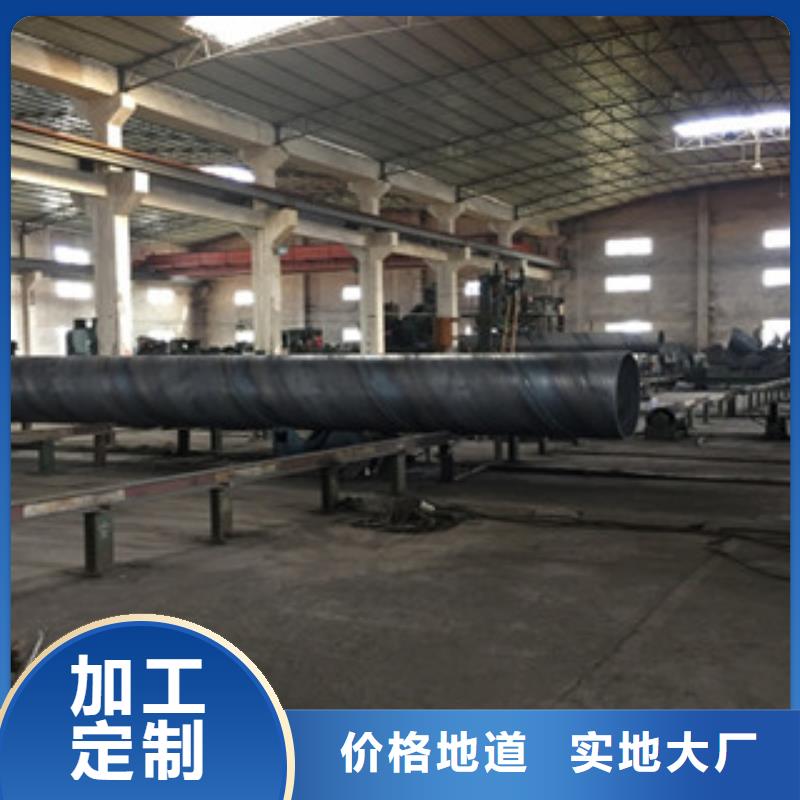
雙絲焊接的工藝特點:1)高性能數字化脈沖焊機[2],暫載率時的焊接電流360A。2)6英寸LCD顯示,可進行在線和離線編程,連接PC機、打印機。3)每根焊絲的規范參數根據不同質材和厚度可單獨設定。4)每根焊絲的送絲速度可在0.5~22m/min范圍內調節。5)大大地提高熔敷效率和焊接速度。6)在熔敷效率增加時,保持較低的熱輸入,焊接變形小。7)采用硬弧電弧更穩定,采用軟弧電弧熔滴過渡受控、飛濺小,焊縫成形美觀。???直縫鋼管是焊縫與鋼管縱向平行的鋼管。通常分為公制電焊鋼管、電焊薄壁管、變壓器冷卻油管等等。直縫鋼管生產工藝簡單,



