





為了讓您更地了解我們的珩磨管液壓油缸管加工廠好廠家有擔當,我們精心制作了產品視頻。請花1分鐘時間觀看,您會發現更多細節和優勢。
以下是:江西吉安珩磨管液壓油缸管加工廠好廠家有擔當的圖文介紹


江西吉安珩磨管油缸管絎磨管選擇合適的珩磨管淬火冷卻方法 一般說,珩磨管淬火裂紋產生在珩磨管淬火硬化部分。為了實現珩磨管淬火硬化,必須從奧氏體化溫度以大于臨界冷卻速度進行急冷。熱應力和相變應力之和是正值(拉應力)還是負值(壓應力),決定了珩磨管淬火裂紋是否發生。為正值易裂,為負值則不易裂。為了防止淬裂,應充分有效地利用熱應力,減少相變應力。冷卻速度與淬裂的關系(1)預冷珩磨管淬火:把工件自奧氏體化溫度取出,先行在空氣中預冷一段時間,使各部分溫差減小,或在技術條件允許的情況下,令其薄的截面處或棱角處產生部分非馬氏體組織,然后再進行全部珩磨管淬火。(2)雙液珩磨管淬火:雙液珩磨管淬火從單純防止珩磨管淬火裂紋的觀點出發,關鍵是第二級珩磨管淬火介質的緩冷作用。先強冷后弱冷,如水-油、水-空、油-空氣等。珩磨管



液壓機械(吉安市分公司)主要產品有:(江西吉安) 本地 液壓油缸管等,資源充足,品種齊全,庫存量大,價位低。
公司自成立以來,一直把產品質量作為企業生存的根本,把服務質量作為我們成功的橋梁。我們衷心希望與廣大客戶建立業務聯系,提供優質服務,同創業、共誠信求實、發展、創新是我公司的經營宗旨,熱忱歡迎廣大不銹鋼用戶及同仁光臨我公司,為不銹鋼事業共創輝煌。
本公司的經營理念:同樣的產品比質量、同樣的質量比價格、同樣的價格比服務、 同樣的服務比信譽
服務三保:保證質量、保證時間、保證數量。
服務宗旨:雄厚的實力、優質的產品、低廉的價格。
鄭重承諾:保證以好的產品、優的質量、低的價格、完善的服務來答謝新老顧客的信賴。
經營原則:顧客至上、質量優良、品種齊全、價格合理。


江西吉安企業旺旺珩磨管絎磨管油缸管主要的還是外包層的運用,就是在珩磨管表面增設外包層,可以現澆成型,也可以采用噴涂法。同時外包層也可以用珍珠巖、石棉、石膏或石棉水泥、輕混凝土做成預制鋼管,采用膠粘劑、釘子、螺栓固定在鋼布局上,同樣能提高珩磨管的防火性。油缸缸筒選用的就是大口徑的珩磨管,并在其端部配有支承襯套,要跟大家強調的是珩磨管支承襯套的裝配部位和裝配間隙,不能出現較大的誤差,以免損壞缸筒內壁,甚至是導致鋼桶報廢。一般情況下,支承襯套是鑲在珩磨管導向套內徑凹槽處,它主要是對活塞桿起導向及支承作用,要求其內徑與活塞桿外徑間隙保持在0.08-0.16mm之間。如果間隙小于0.08mm時,活塞桿的運動阻力就會增大,造成油缸發顫,支承襯套磨損加快,嚴重時伴有異響,失去支承作用。



江西吉安珩磨管油缸管絎磨管油缸管結構及技術要求介紹油缸管結構及技術要求介紹1、 結構分析:1、 φ50mm×770mm本身的圓度公差為0.005mm。2、左端M39×2-6g螺紋精密油缸鋼管φ50mm中心線同軸度公差為φ0.05mm。3.1:20錐軸與精密油缸鋼管φ50mm中心線的同軸度公差為φ0.02mm。4.1:20錐面本身的圓跳動公差為0.005mm。5.1:20錐面著色檢查,接觸面積不小于80%。5、 φ50mm×770mm表面氮化,氮化層深度0.2~0.3mm,表面硬度62~65hrc。2、 技術要求分析:1、油缸管采用45#鋼制作,表面鍍鉻,φ50mm×770mm部分經調質處理。表面滲氮后,芯部硬度為28~32hrc,表面滲氮層深度為0.2~0.3mm,表面硬度為62~65hrc。這樣,精密油缸鋼管不僅具有一定的韌性,而且具有良好的耐磨性。2、油缸管正常使用時承受交變載荷,φ50mm×770mm處密封該設備來回摩擦其表面,因此需要高硬度和珩磨管



江西吉安珩磨管油缸管絎磨管絎磨管滾壓加工原理:它是一種壓力光整加工,是利用金屬在常溫狀態的冷塑性特點,利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產生塑性流動,填入到原始殘留的低凹波谷中,而達到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,并形成殘余應力層,硬度和強度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓絎磨管是一種無切削的塑性加工方法。
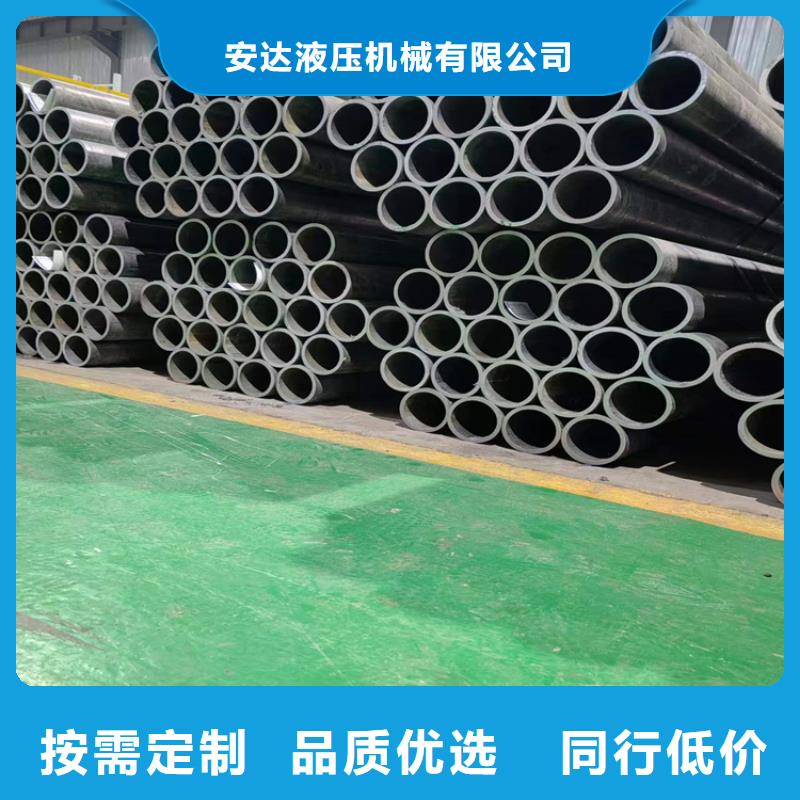
珩磨管是經過冷拔貨冷軋尺寸精度高、表面光潔度好的精密無縫管,適用于機械結構和液壓設備。采用精密無縫鋼管制造機械結構或液壓設備,可大大節省加工時間,提高材料利用率,提高產品質量。
珩磨管是經過冷拔貨冷軋尺寸精度高、表面光潔度好的精密無縫管,適用于機械結構和液壓設備。采用精密無縫鋼管制造機械結構或液壓設備,可大大節省加工時間,提高材料利用率,提高產品質量。
