

想要深入了解無縫鋼管鍍鋅鋼管專業完善售后產品的各項功能和特點嗎?我們為您呈現的產品視頻將為您揭開產品的神秘面紗。請您抽出寶貴時間觀看,相信會給您帶來滿滿的驚喜和收獲。
以下是:無縫鋼管鍍鋅鋼管專業完善售后的圖文介紹

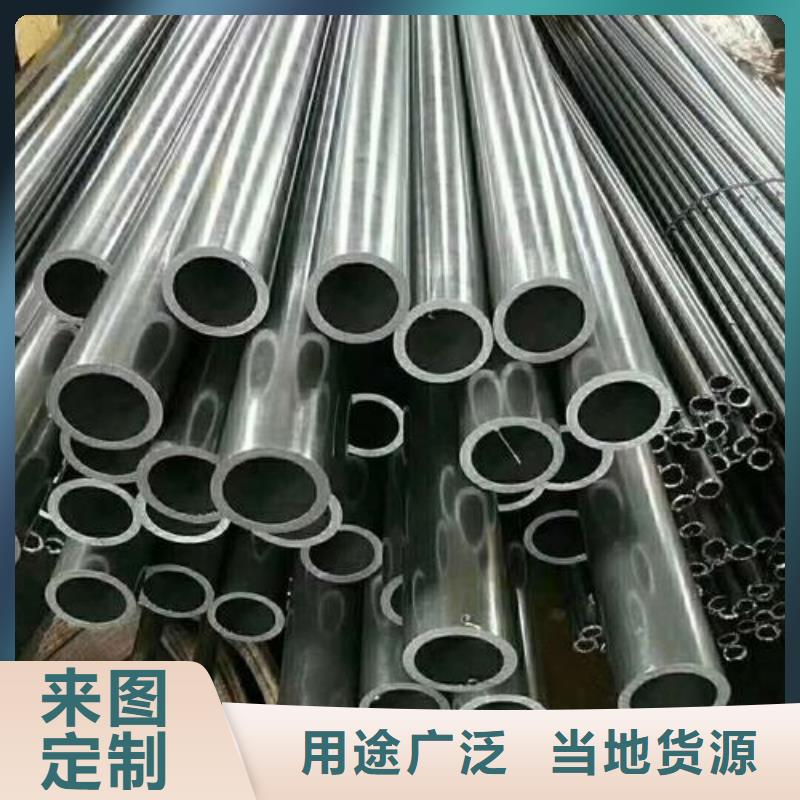
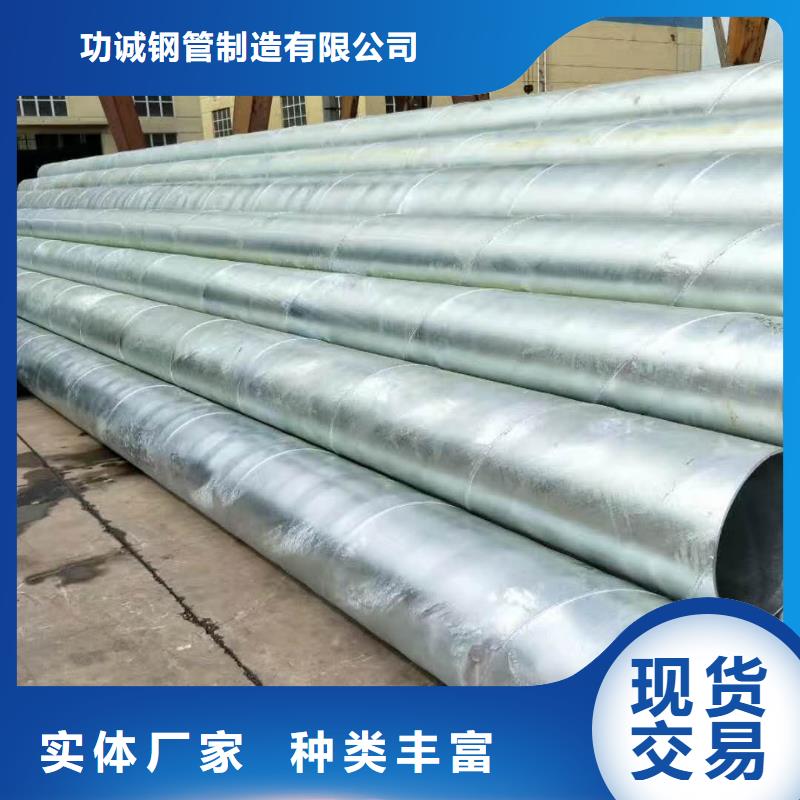
鍍鋅鋼管
鐵物資(揭陽市分公司)
核心技術精心選材

鍍鋅鋼管的詳細介紹
工藝精良做工精細

無縫鋼管冷拔方法:
制造高精度冷拔管──液壓油缸體與傳統式的鉆削加工工藝較為,具備下列特性:
(1)制造率:用傳統式的方式制造一根公稱直徑420mm,12米長的缸套需154鐘頭,用冷拔方式制造只需4分鐘。
(2)產出率高:因為鏜孔的滾壓頭兼起導向性功效,在鉆削全過程中,毛胚管因為重量造成剛度,導致滾壓頭和鏜刀走偏,導致廢料。產出率只有超過60%上下,而用冷拔方式制造,產出率達到95%左右。
(3)金屬材料使用率高:用傳統式的鏜孔方式生產制造發動機缸體,金屬材料使用率只能50-70%。用拉撥方式制造時,金屬材料不僅不被鉆削成鐵末,反倒能夠獲得30%的拓寬,金屬材料使用率達到95%。
(4)能改進制成品管金屬材料的物理性能:用拉撥方式制造,使毛胚獲得30%左右的塑性形變,因為冷作硬化進而制成品管金屬材料的抗壓強度限大幅。一般在制成品管里層抗壓強度限達60%。高精度冷拔管是用無縫拼接熱軋鋼管、直縫鋼管為胚料,歷經有機化學解決后在專用型冷拔機里,根據特殊形變基本原理設計方案的磨具開展拉撥,制造出高精度管。其規格精密度達H10~H8,平行度達0.35~0.5mm/m,粗糙度達Ra1.6-0.4。





鐵物資(揭陽市分公司)成立十余年來,承蒙社會各界朋友和廣大用戶的關心、支持與厚愛, 鍍鋅鋼管業務得到了的長足發展。目前,公司 鍍鋅鋼管產品品種豐富,技術含量高,與我們合作,讓您“信心、放心、舒心”。