




為了讓您更地了解我們的精密管-精密鋼管切割加工廠做工細致,我們精心制作了產品視頻。請花1分鐘時間觀看,您會發現更多細節和優勢。
以下是:精密管-精密鋼管切割加工廠做工細致的圖文介紹


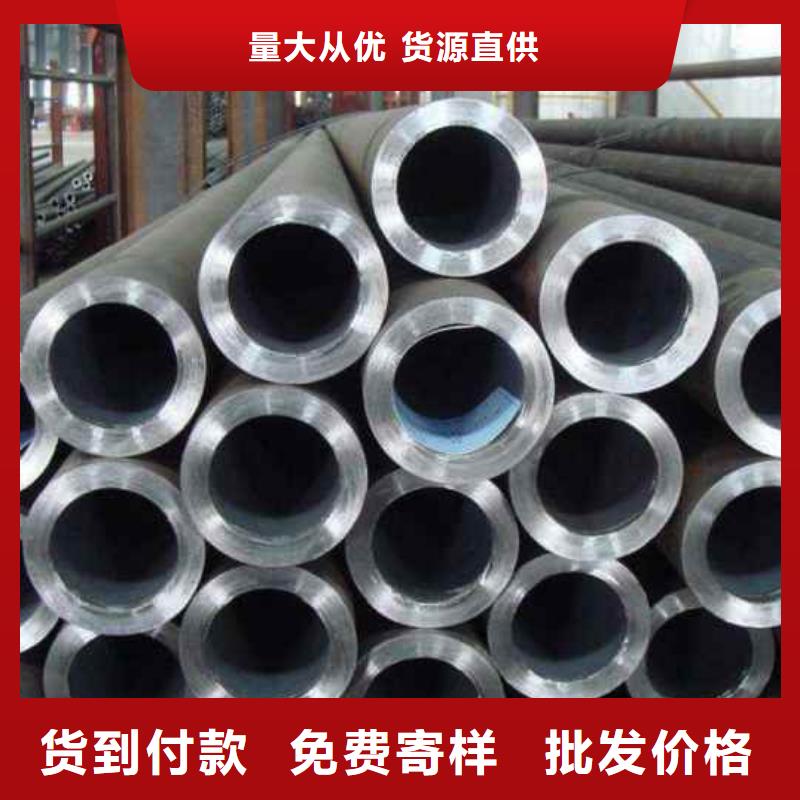
精密管除分一般鋼管、低中壓鍋爐鋼管、精密管、合金鋼管、不銹鋼管、石油裂化管、其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。熱軋無縫管外徑一般大于 32mm,壁厚2.5-75mm,冷軋精密管外徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm,壁厚小于0.25mm,冷軋比熱軋尺寸精度高。 精密無縫鋼管的材質有很多種其材質不同用途耐久工業制造用料也不同,市場的材質有20#、35#、45#、20G、20A、40Mn2、45Mn2、27SiMn、40MnB、20MnVB、20Cr、30Cr、35Cr、40Cr、45Cr、50Cr、 38CrSi、12CrMo 、20CrMo、35CrMo、42CrMo、12CrMoV、12Cr1MoV、38CrMoAL、50CrV、20CrMnSi、30CrMnSi、35CrMnSi、 20CrMnTi、30CrMnTi、12CrNi2、 12CrNi3、12Cr2Ni4、40CrNiMoA、45CrNiMoVA、20G、20MnG、25MnG、12CrMoG、15CrMoG等。



中升管業有限公司(吉林分公司)是專門從事 冷軋管的生產廠家,加強品質的管理是提高產品市場占有率的前條件,我們不斷以系統、正規化的品質管理體系作為堅強的后盾,使企業實力向更高目標邁進。因而,我們嚴格貫徹ISO9001質量管理體系,即加強了企業的綜合實力,又對塑立統一的企業形象起到了舉足輕重的作用。
凝聚精神,體現品質內涵!
我們堅持“和諧、謙學、務實、創新”的企業使命,改變一切不適應市場發展趨勢的經營觀念與行為習慣,進一步激發團隊的激情與組織的活力,充分發揮我們的創新能力,不斷超越自我,創造一種蓬勃發展的動力之源,以快速自身的整體競爭力。
我們相信:在“合作發展、共同提高”的基礎上,我們全體員工將以飽滿的工作熱情、創新的工作思維和務實的工作做法,團結一致,奮勇拼搏一定能夠在經濟舞臺上達到既定目標,并與所有的合作伙伴共同發展。


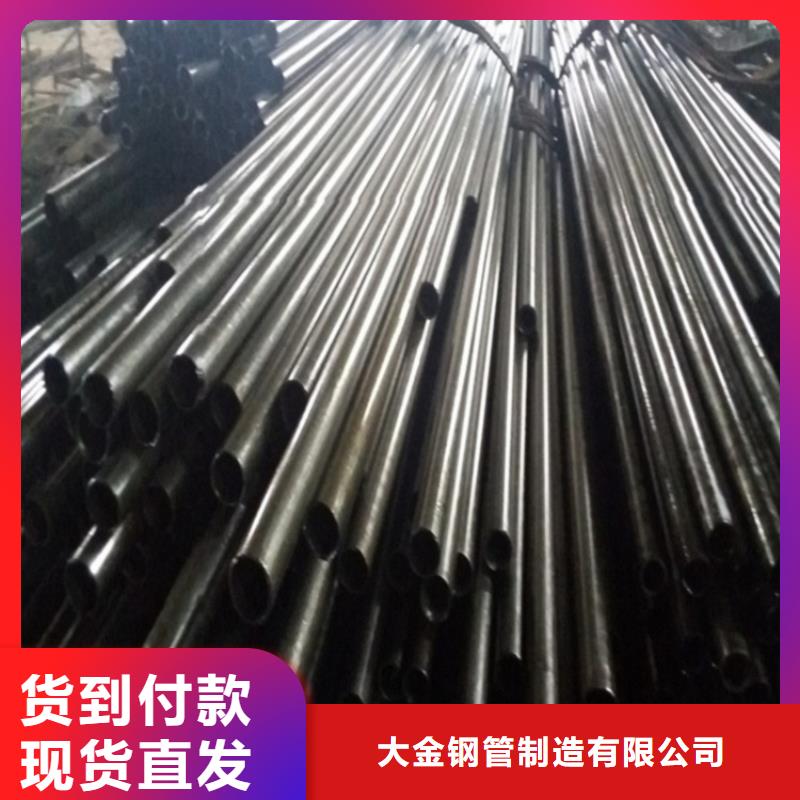
在我們的周圍,可以看到很多管道系統,比如說自來水管,或者是燃氣管等等。這些地方都會將鋼管,作為鋪設管道理想的管道材料,因為鋼管相比較于,其他材質的管道而言,有著硬度方面的優勢。不過在過去,鋪設管道系統的時候,總會出現很多的難題。因為在那個時候,鋼管的制作技術,還并不是那么的先進。這使得當時的鋼管,各方面的性能,并不是那么的。尤其是在鋼管的韌性方面不夠,導致了鋼管在進行連接的時候,總會遇到很多的麻煩。比如說連接的時候,需要用到很多其他的接頭,才可以將兩段不同的鋼管,很好的連接到一起。或者是在對于鋼管,進行擴口操作的時候,管道出現了裂縫等情況。 每一次出現這樣的問題,都會帶來一定的損失,但是在現在,這樣的一些問題,已經是全部不存在了。那是因為現在的管道系統,所使用的管道,就是精密鋼管,而精密管就可以,很好的解決了,管道在連接之時所遇到的難題。比如說當連接,兩段不同管道之時,根本不需要使用其他的接頭。因為精密鋼管,本身對于管道各方面的參數,都是有著非常嚴格的標準。如果你嚴格按照了,實現預想好的,不同規格型號的鋼管。那么在連接之時,鋼管就可以,像你所預想的那樣,可以進行很好的連接,好不會出現縫隙的問題。



對精密管的質量進行考察,還要考慮到冷變形強化方面的內容和意義,首先是需要考慮到強化的具體材料和手段,因為有很多的材料是不能利用熱處理的方法來進行強化的,因此,這種冷變形的強化方式就顯得尤為重要了,再從更為長遠的方向來進行考慮,冷處理方法能夠精密鋼管在使用過程中的性,因此,這種管道材料的優勢顯得更為明顯,所以,推廣度也比較高。 精密鋼管的處理技術和普通的管道材料類似,也是冷軋和熱軋兩種方式,只不過在具體的操作流程方面,還是有很多的不同之處,比如在進行加熱之后,需要再分別進入粗軋機、精軋機,后再控制軋制,整個流程相對而言還是比較復雜的,在完成之后,要進行出廠檢測,這樣才能保證這種管道材料的質量。 未來的精密鋼管發展方向依然更多的是為了順應市場,比如,根據市場的整體發展方向進行必要的整改,調整發展方向等等,雖然管道市場的發展變化算不上是瞬息萬變,但是也要把握方向和脈搏,才能在市場中獲得更大的收益。預計在未來的一年當中,精密鋼管還會獲得更好的發展,這也是中國工業發展的大勢所向,需求量的增加,會極大限度的生產,從而獲得更大的。



精密鋼管在熱處理工藝中淬火工序造成的廢品率往往較高,這主要是在淬火過程中,同時形成較大 的熱應力與組織應力,此外,由于精密鋼管內在的冶金缺陷、選材不當,錯料、設計上的結構工藝 性差、冷、熱加工過程中形成的缺陷等因素,均容易在淬火、回火工藝中暴露出來,因此對零部件 淬火、回火后的缺陷必須進行系統的分析與調查。 淬火變形與淬火裂紋 在實際生產中,應該根 據淬火變形與淬火裂紋的形成原因采取有效的措施。精密管熱處理盡管做到均勻加熱及正 確加熱:工件形狀復雜或截面尺寸相差懸殊時,常因加熱不均勻而變形。為此,工件在裝爐前,對 不許淬硬的孔及截面突變處,應采用石棉繩堵塞或綁扎等辦法,以改善其受熱條件,對一些薄壁圓 環等易變形零件,可設計特定淬火夾具,。這些措施既有利于加熱均勻,又有利于冷卻均勻。工件 在爐內加熱時,應均勻放置,防止單面受熱,應放平,避免工件在高溫塑形狀態因自重而變形。對 細長零件及袖類零件盡量采用井式爐或鹽爐垂直懸掛加熱。限制或降低加熱速度,可減少工件截面 溫差,使加熱均勻。因此對大型鍛模、高速鋼及高合金鋼工件,以及形狀復雜、厚薄不勻、要求變 形小的零件,一般都采用預熱加熱或限制加熱速度的措施。合理選擇淬火加熱溫度,也是減少或防 止變形、開裂的關鍵。
