
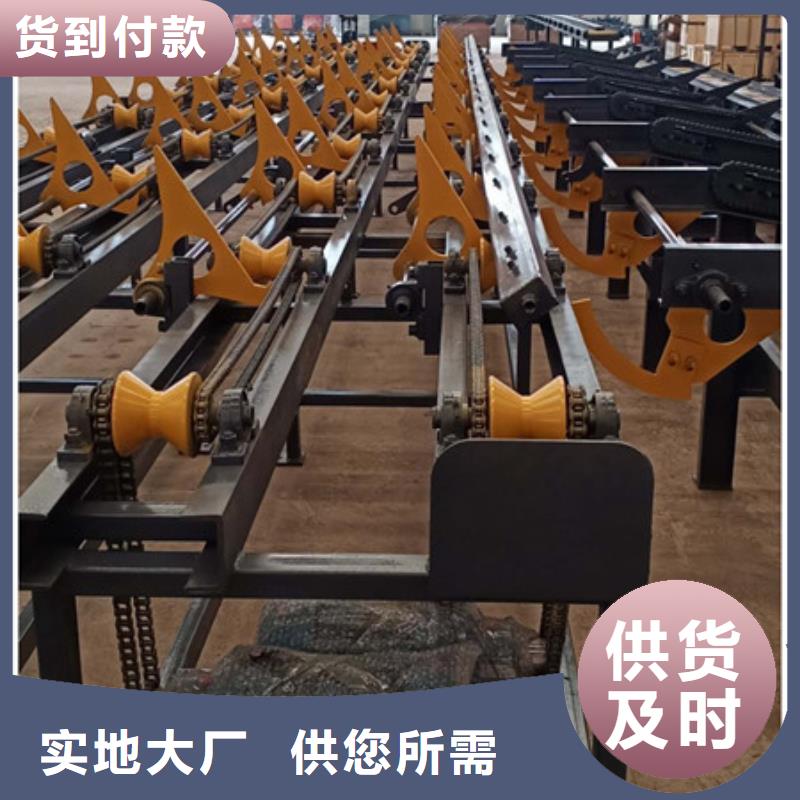




機械傳動送料
通過電機、減速機,鏈輪、鏈條帶動送料輥旋轉,操作送料、退料按鈕將工件送到帶鋸床鋸條鋸切位置。這種方式適用于大規格棒料或板材,精度要求不高,不需要大批量生產的材料。
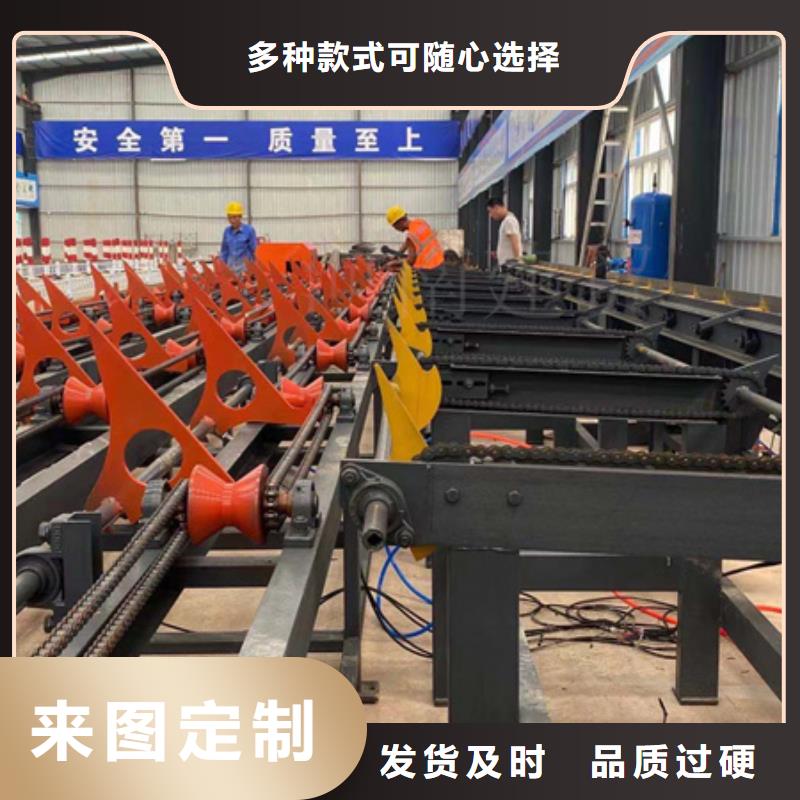
帶鋸床自動送料
自動送料機指能自動的按規定要求和既定程序進行運作,人只需要確定控制的要求和程序,不用直接操作的送料機構。即把物品從一個位置送到另一個位置,期間過程不需人為的干預即可自動準確的完成的機構。一般具有檢測裝置,送料裝置等。主要用于各種材料和工業產品半產品的輸送,也能配合下道工序使生產自動化。
帶鋸床安裝鋸條說簡單也簡單說復雜也復雜。下面我們來說一些關于帶鋸條安裝的事情。帶鋸條的安裝,首先分清楚規格型號的匹配;其次要能夠知道各項正常參數或者狀態;還要能及時的發現問題。
 <吉林>建貿機械設備有限公司
<吉林>建貿機械設備有限公司
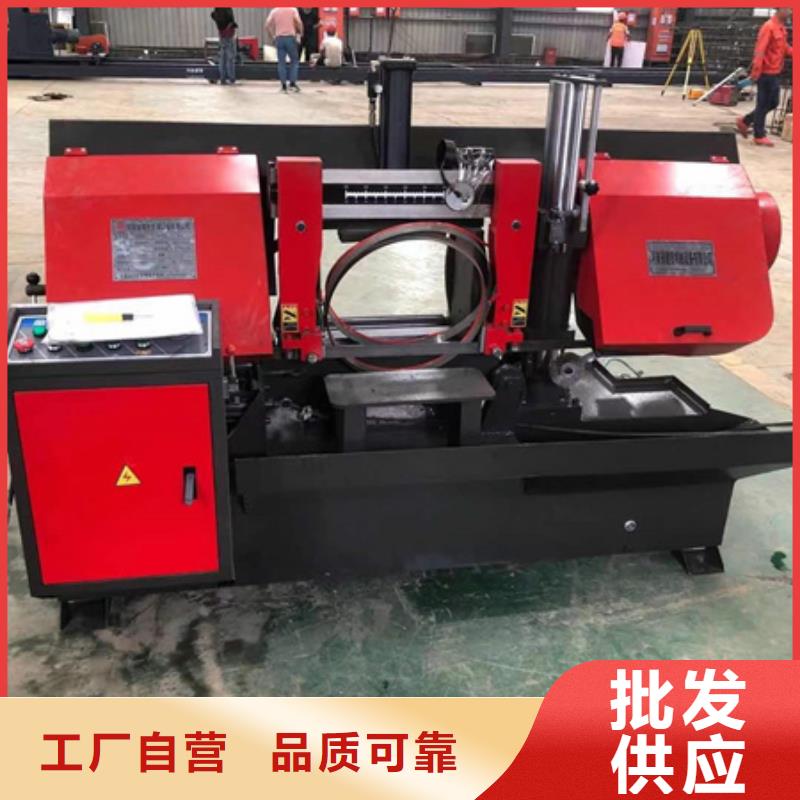
 吉林有現貨的龍門式鋸床銷售廠家
吉林有現貨的龍門式鋸床銷售廠家
 jmc
58949
jmc
58949
另外油溫升高后油液粘度下降,對密封的要求更加嚴格,有可能存在內泄。解決方法:。帶鋸床加裝冷卻裝置,在使用過程中將液壓油油溫保持在相對較低的溫度;。更換高一級粘度的液壓油,如#改為#;。查找有無內泄現象;。更換油質較好的液壓油。
帶鋸床油一熱液壓柱升不起來的原因分析
影響金屬帶鋸床鋸條價格的因素
帶鋸床通過液壓油缸夾緊、利用光柵尺長度測量裝置或步進(伺服)電機驅動絲桿、齒輪齒條的送料方式,可以自動測量送料長度和計算送料次數,當達到設定的鋸切次數時,鋸床自動停機。自動送料方式適合大批量生產,具有速度快,鋸切長度穩定,一人可操作多臺鋸床等優點。大大減少人員操作提高生產效率。
送料裝置在帶鋸床中的實際應用表明,選擇合理的交流伺服系統能夠滿足控制系統響應速度快、速度精度高、魯棒性強的要求,實際應用位置控制精度 在±0.1mm左右且可避免累積誤差。由于帶鋸床鋸條位置是固定的,而鋸切的位置是不同的,因此必須將工件送到鋸切位置處,一般鋸床的送料方式有三種:
如果在鋸床運行中,有危險發生時,應該立即按下“緊急停機”按鈕。鋸輪軸承,半年內應加一次潤滑脂,變速箱內潤滑油一年更換一次。冷卻液有損人體皮膚,操作人員在清理或排放時應注意防護。停機時不允許鋸帶工件。經常清洗工作虎鉗導軌部分的鐵屑,保證活動鉗口的靈活。每天鋸削完畢后,應將鋸條放松,其使用壽命。夏季室溫高于攝氏度時,應對油箱進行風冷。鋸條在運轉時嚴禁用手與鋸齒部。機床閑置不用時,對導軌及機床加工面應加油封,防止銹蝕。
使鋸削的具有廣泛的意義,如鋸床只要鋸條變形的反饋,即可對鋸削速度進行自適應。伺服閥,即可對鋸削的速度和位置控制進行。系統的管理功能使材料和工件的管理更方便。系統的中文界面和實時的圖形狀態顯示,使操作更友好更直觀。鋸削下料長度通過調節標尺14與返回到位開關的相對位置來實現,下料數量由計數器實現,各的完成由到位開關檢測。鋸削速度由調壓閥供油壓力進行控制。系統的模擬輸入輸出模塊各的邏輯關系由繼電器完成,驅動由動力油缸完成,控制由電磁閥完成。
