

<金昌>神悅鋼材有限公司
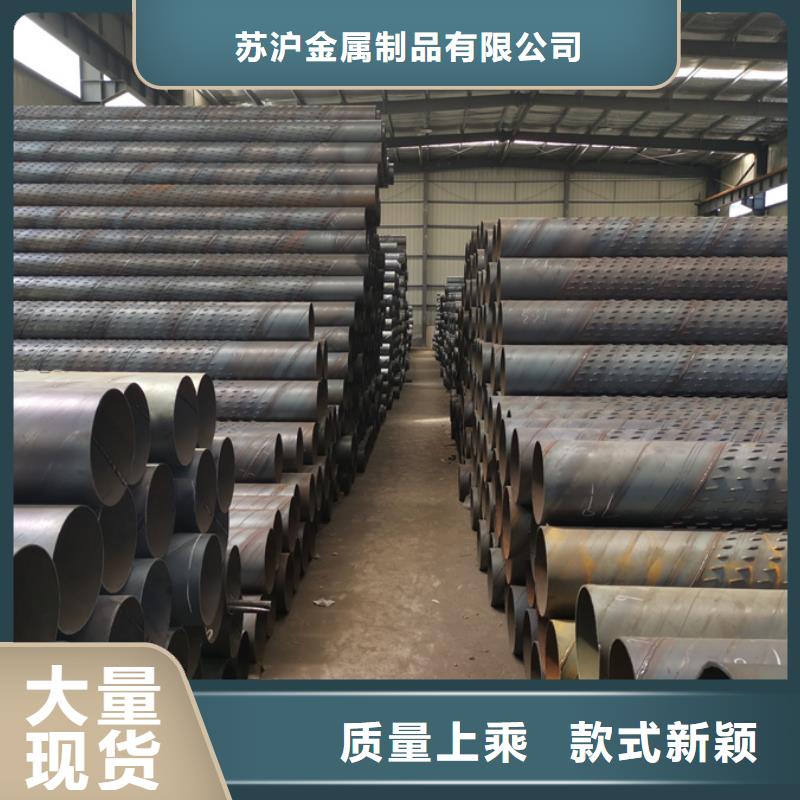
溫度元件:噴涂時,現場環境溫度和待噴涂基體表面溫度為15℃~ 35℃。溫度過低時,聚氨酯泡沫與基材的結合力降低,產品密度明顯增大。如果溫度過高,發泡劑的損失太大,而且不經濟。 在外保護管上,工作鋼管從開始到結束的某些結構模式不會改變。金昌螺旋管的強度和剛度以及外護管與土體之間的受力足以使內管在不改變鋼筋混凝土結構的情況下保持不變,從而節省鋼筋混凝土支墩的制造。只有當鋼管作為外保護管時,才能選擇恒定模式。 應在恒端設置保溫設備,以減少熱橋效應,且外部保護管應具有足夠的強度以滿足管道的水平推力要求。對于“鋼夾套鋼”保溫結構,內部不變結構的選擇具有很大的優勢。根據外保護管的不同,可分為鋼套筒鋼結構和鋼套筒鋼復合結構。
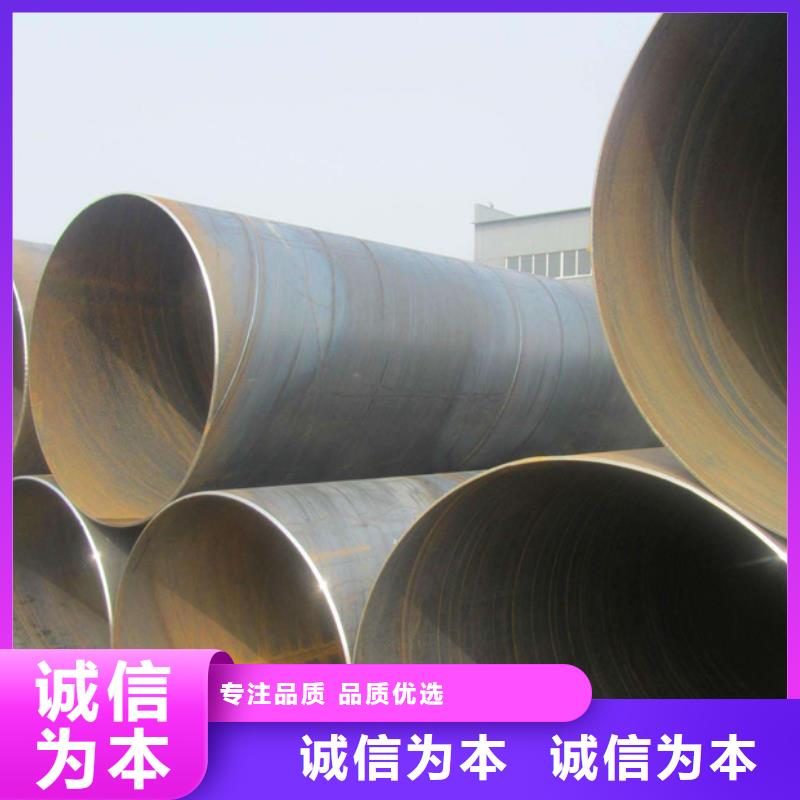
聚氨酯保溫鋼管的保溫材料與操作鋼管必須在 、 一道工序中融為一體,形成一個整體。保溫結構和操作鋼管在管道大幅度膨脹時必須同時處于活動狀態。外套管與保溫結構層之間有10 ~ 20mm的開敞空間。這樣的規劃結構不僅具有良好的保溫效果,而且是一個很好的通道。 基體表面元素:聚氨酯硬質泡沫塑料是由異氰酸酯與聚醚兩種組分反應生成的聚合物產品。異氰酸酯組分易與水反應生成尿素。如果聚氨酯中尿素鍵的含量增加,泡沫塑料就會變脆,泡沫與基體之間的附著力就會降低。因此,要噴涂的基材表面應清潔干燥,無銹蝕、灰塵、污染和潮氣。如果有露珠或霜凍,應將其除去并晾干。 金昌Q355B螺旋管在熱處理冷卻過程中,選用單液淬火是比較常見的,本身鋼企有操作簡單、成本低等特點,但是它采用單一介質,向淬火加熱度一直冷卻到介質的溫度,則容易在內應力的復合作用下,造成保溫螺旋鋼管的淬裂,因此應注意以下幾點。


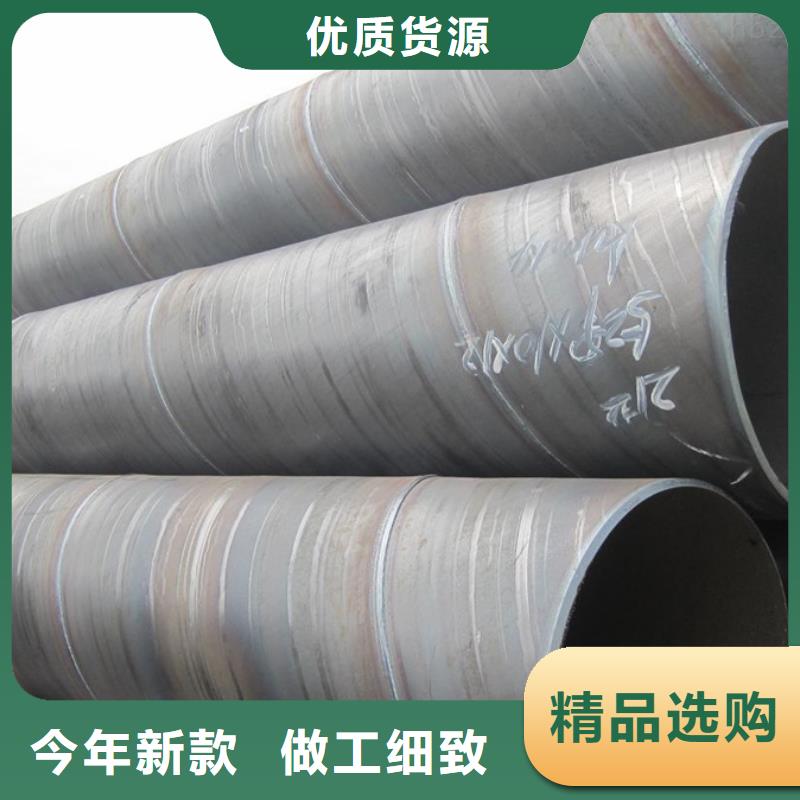
采用內外模冷擠壓工藝制造的彎頭外形美觀、壁厚均勻、尺寸偏差小,故對于不銹鋼彎頭特別是薄壁的不銹鋼彎頭成形多采用這一工藝制造。這種工藝所使用的內外模精度要求高;對管坯的壁厚偏差要求也比較苛刻。 三. 其它的成形方法 除上述三種常用的成形工藝以外,無縫彎頭成形還有采用將管坯擠壓到外模后,再通過管坯內通球整形的成形工藝。但這種工藝相對復雜、操作麻煩,且成形質量不如前述工藝,故較少采用。 金昌防腐螺旋管彎頭只能做小口徑的,如果管子規格太大,很難買到成品沖壓彎頭,只能使用焊接彎頭。由于焊接彎頭焊縫更多,所有使用性能不如沖壓彎頭,容易被腐蝕漏。且由于沖壓彎頭是成批生產,所以價格上較焊接彎頭便宜。現在有精鑄彎頭,可以做316L的,抗腐蝕性能更好。
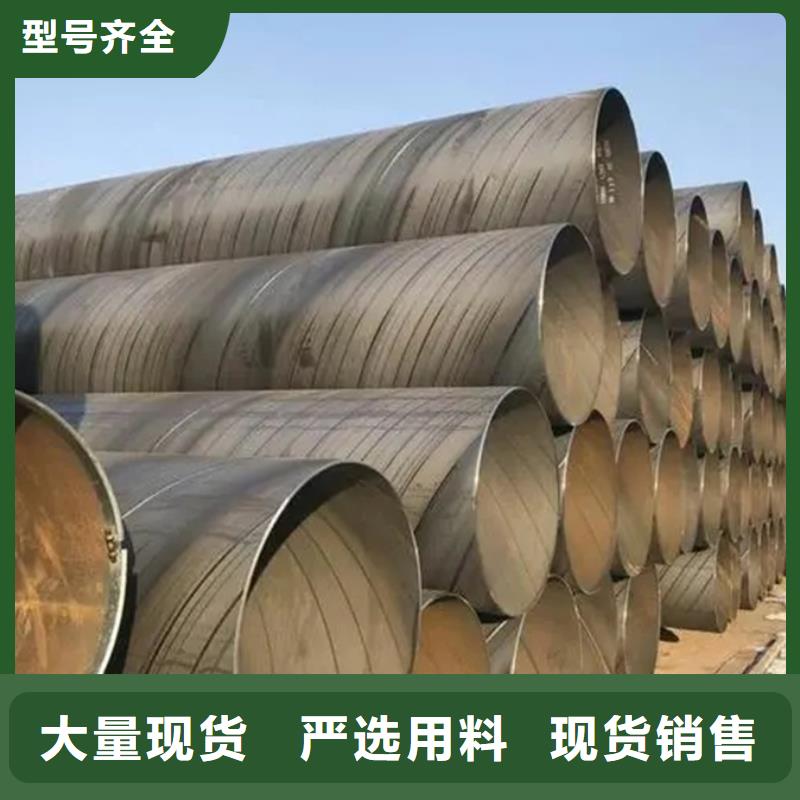
1、金昌鍍鋅螺旋管氣泡 氣泡經常出現在焊道的中心,而氫仍然以氣泡的形式隱藏在焊縫金屬中。主要原因是焊絲和焊劑表面有水分,未經干燥處理直接使用。另外,焊接過程中電流小,焊接速度過快,也會加速金屬的凝固。 2、金昌鍍鋅螺旋管咬邊 V形坡口沿焊縫中心線在焊縫邊緣出現,主要是由于焊接速度、電流、電壓等條件不當,焊接速度過高而不適合產生邊緣咬邊缺陷。 3、金昌鍍鋅螺旋管熱裂紋 產生熱裂紋的原因是焊接應力大,或焊接金屬中硅元素含量高。另一個是硫磺裂縫。坯料為強硫偏析帶板(屬軟沸騰鋼)。在焊接過程中,硫化物進入焊縫金屬并產生裂紋。 4、金昌鍍鋅螺旋管焊透度不足 內外焊接金屬的重疊度不夠,有時未焊透等。
