



一分鐘的時間,對于了解我們的 鋼材高性價比產品來說足夠了。請觀看這部精心制作的產品視頻,讓產品的獨特之處和卓越性能一覽無余。
以下是: 鋼材高性價比的圖文介紹
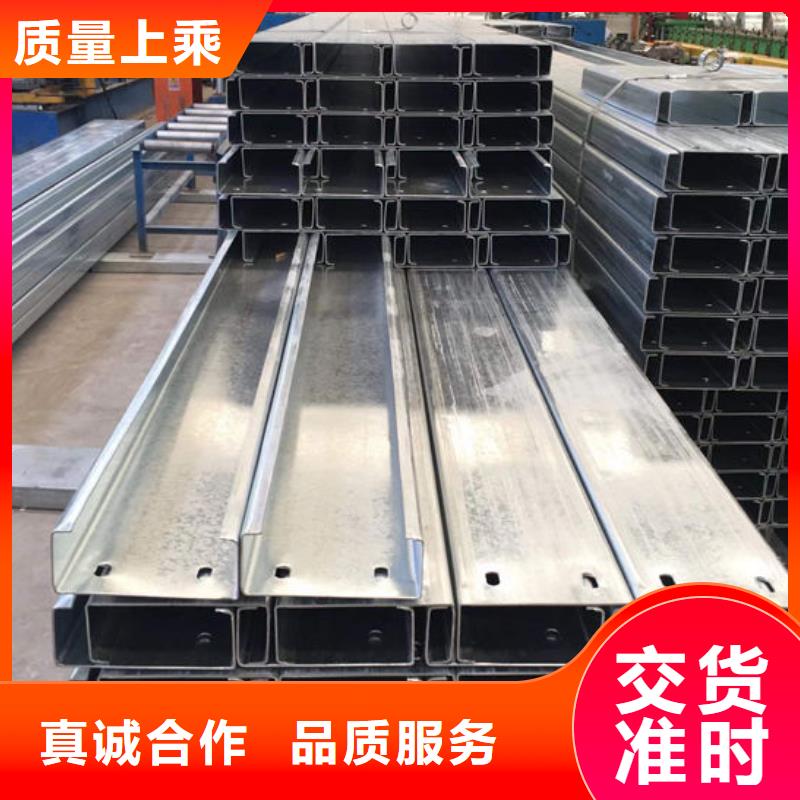
螺旋鋼管是以帶鋼卷板為原料制成的螺旋縫鋼管,經常在高溫下擠壓成型,采用自動雙線雙面埋弧焊工藝焊接而成。螺旋鋼管將帶鋼送入焊管機組,帶鋼由多個軋輥軋制并逐漸卷起形成帶開口間隙的圓管坯,調整擠壓軋輥的壓下量進行焊接。如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。 2.如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫鋼材表面質量。 將管坯的兩個邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結晶,終形成牢固的焊縫。螺旋鋼管鋼材若擠壓力過小,形成共同晶體的數量就小,焊縫金屬強度下降,受力后會產生開裂;如果擠壓力過大,將會使熔融狀態的金屬被擠出焊縫,不但降低了焊縫強度,而且會產生大量的內外毛刺,甚至造成焊接搭縫等缺陷。



普通碳素鋼優先選用150×145mm見方,長度在12m左 右的高速線材坯體,采用步進式混合加熱爐基本能夠滿 足線材軋制的溫度需求。該加熱爐在進行加熱過程中可 以實現智能化溫度控制和人工操作調整。由于普通碳素鋼 的軋制溫度范圍不一,對溫度較為敏感,因此會加大軋制 的困難。所以在進行普通碳素鋼線材軋制的過程中對于溫 度工藝的優化是為重要的。普通碳素鋼的鋼材坯料需要經過熔煉、澆筑、開坯等過程的準備工作,加工為150×145mm見方,長度在12m左右的 方坯,為下一步的工藝流程做準備。



上善若水,厚德載物,面向未來的發展,角鋼槽鋼工字鋼無縫鋼管不銹鋼板贛達金屬材料有限公司(縉云分公司)將一如既往的秉承和諧、拼搏、科學、創新的宗旨,通過進一步強化規范管理、建設精英團隊、培育文化、打造優質品牌,保證企業的持續、、高速發展。并在此過程中,為客戶提供多方位優質 不銹鋼板,對內為員工創造良好的成長平臺為己任,不斷為社會創造價值。


螺紋鋼常用的分類方法有兩種:一是以幾何形狀分類,根據橫肋的截面形狀及肋的間距不同進行分類或分型,如英國標準(BS4449)中,將螺紋鋼分為 Ⅰ型,Ⅱ 型。這種分類方式主要反應螺紋鋼的握緊性能。二是以性能分類(級),例如我國現行執行標準,螺紋鋼為(G B1499.2-2007)線材為1499.1-2008)中,按強度級別(屈服點/抗拉強度)將螺紋鋼材分為3個等級;日本工業標準(JI SG3112) 中,按綜合性能將螺紋鋼分為5個種類;英國標準(BS4461)中,也規定了螺紋鋼性能試驗的 若干等級。此外還可按用途對螺紋鋼進行分類,如分為鋼筋混凝土用普通鋼筋及預應力鋼筋 混凝土用熱處理鋼筋等。



