


我們的現(xiàn)場實拍視頻將帶您走進滾壓管液壓氣缸口碑好實力強產(chǎn)品的世界,讓您親眼見證其優(yōu)點和特點,為您的購買決策提供有力支持。
以下是:河南開封滾壓管液壓氣缸口碑好實力強的圖文介紹


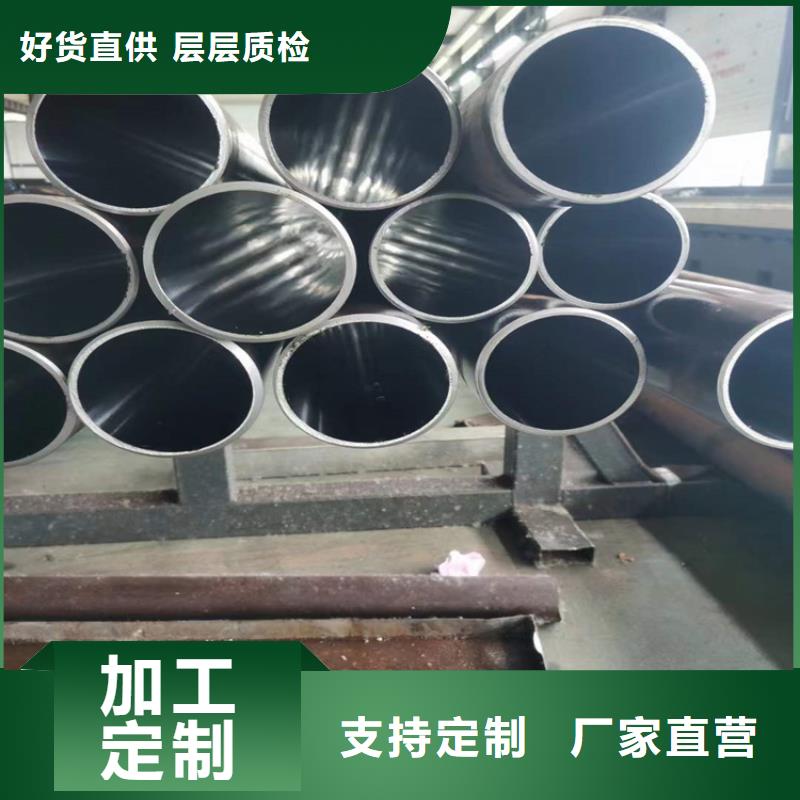
河南開封珩磨管油缸管絎磨管珩磨管淬火裂紋的成因 馬氏體的本質(zhì)脆性是珩磨管淬火裂紋的內(nèi)因,而馬氏體的晶體結(jié)構(gòu)、化學成分、冶金缺陷等是馬氏體本質(zhì)脆性的影響因素;各種工藝條件、零件尺寸形狀等引起的宏觀內(nèi)應力的大小、方向、分布狀態(tài)等是珩磨管淬火裂紋的外因。下面將從微觀到宏觀,從內(nèi)部到外部對鋼件的珩磨管淬火裂紋進行分析。2.1 馬氏體本質(zhì)脆性——鋼件珩磨管淬火裂紋的內(nèi)因
眾所周知,中高碳鋼珩磨管淬火后,其韌性低,脆性大,易產(chǎn)生顯微裂紋和宏觀開裂。這主要是由馬氏體的本質(zhì)脆性決定的。而馬氏體的本質(zhì)脆性又決定于材料的冶金質(zhì)量、含碳量和合金元素、原始組織狀態(tài)、馬氏體的組織結(jié)構(gòu)、顯微應力及顯微裂紋等。
滾壓管



液壓機械(開封市分公司)以“”、“誠信協(xié)作”、“互助共贏”為公司理念,以推廣和應用為己任,始終把高新技術(shù)【液壓油缸管】產(chǎn)品作為對未來市場競爭的積j i把握,積j i開拓國內(nèi)外市場,并一如既往的積j i配合客戶所需。放眼未來,我司將發(fā)展成為具有一定規(guī)模和影響力的專業(yè)廠商。我們真誠地期待與您的合作!


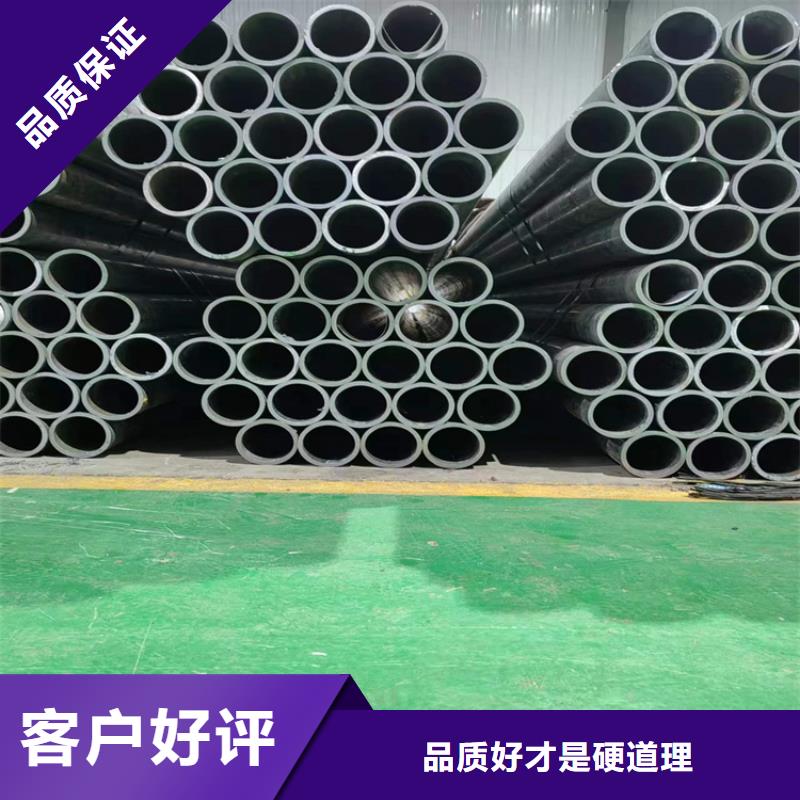
河南開封珩磨管油缸管絎磨管管路漏油原因編輯 播報
液壓系統(tǒng)管路漏油原因探討及對策
液壓系統(tǒng)中使用的管路種類很多,根據(jù)液壓系統(tǒng)的工作壓力及安裝位置的不同,選用的有鋼管、紫銅管、橡膠管、尼龍管和塑料管等。這些管路一旦損壞漏油,輕則污染環(huán)境、影響系統(tǒng)功能的正常發(fā)揮,重則危及。本文分析歸納了造成液壓管路漏油的原因及采取的相應對策。]1 漏油的原因分析b] 1.1 管路質(zhì)量差
在維修或更換液壓管路時,如果在液壓系統(tǒng)中安裝了劣質(zhì)的管路,由于其承壓能力低、使用壽命短,使用時間不長就會出現(xiàn)漏油。硬質(zhì)油管質(zhì)量差的主要表現(xiàn)為管壁厚薄不均,使承載能力降低;劣質(zhì)軟管則主要是橡膠質(zhì)量差、鋼絲層拉力不足、編織不均,使承載能力不足,在壓力油沖擊下,易造成管路損壞而漏油。
1.2 管路安裝不符合要求
1.2.1 管路彎曲不良滾壓管



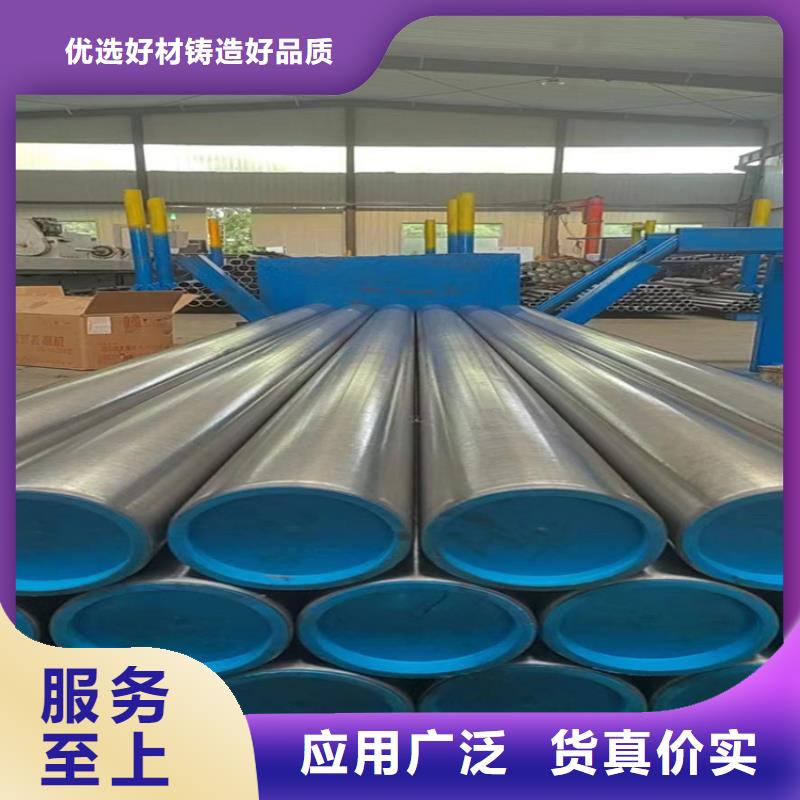
河南開封珩磨管油缸管絎磨管絎磨管的特點
1.外徑更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面質(zhì)量好。
4.鋼管橫面積更復雜。
5.鋼管性能更優(yōu)越,金屬比較密。
冷拔油缸管熱軋精密鋼管是由連鑄圓坯或初軋坯經(jīng)步進梁式加熱爐加熱,高壓水除鱗后送入粗軋機。粗加工材料被切割、尾隨,然后送入精軋機進行計算機控制軋制。精軋后,經(jīng)層流冷卻,用卷取機卷取,形成直卷。直發(fā)卷發(fā)的頭尾一般呈舌形和魚尾形,粗細和寬度的準確性較差。卷重,內(nèi)徑760mm。直發(fā)鋼卷經(jīng)切頭、切尾、切邊、多道次矯直調(diào)平等精整線處理后,可再次切割或復卷,成為熱軋鋼板、熱軋扁鋼卷、縱剪帶鋼等產(chǎn)品。通過酸洗去除氧化皮并涂上油,可將熱軋精軋鋼卷制成熱軋酸洗鋼卷。滾壓管


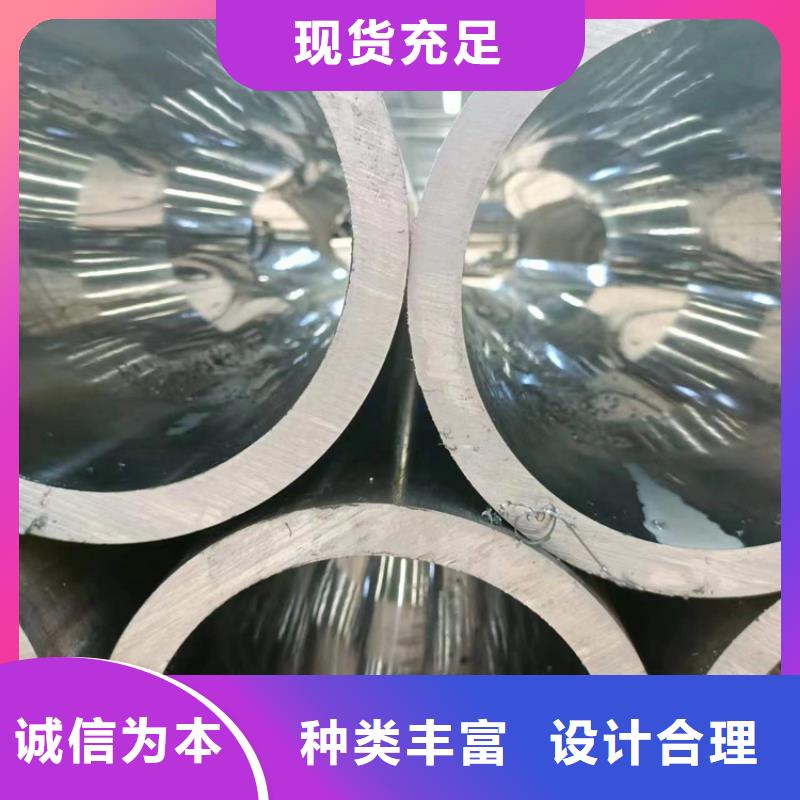
河南開封珩磨管油缸管絎磨管大送進角下導致頂頭與軋輥的輾軋錐更不平行。
③軋輥轉(zhuǎn)速不當也會影響壁厚精度。
(4)管坯的定心和加熱。
定心孔偏心和加熱不均勻(陰陽面)都將造成壁厚不均。
(5)穿孔機的剛度、結(jié)構(gòu)和調(diào)整。
穿孔機的機身剛度不夠,其上的鎖緊機構(gòu)不可靠;頂桿的定心裝置調(diào)整不準確,運行不可靠和距離機身較遠;軋制中心線的調(diào)整,一般采用低于軋機中線,其目的是提高軋件的穩(wěn)定性,若調(diào)整過大,因軋制線下移后,變形區(qū)內(nèi)工具之間的相對關(guān)系發(fā)生了非對稱變化,也會影響毛管的壁厚不均。滾壓管



點擊查看液壓機械(開封市分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
