




堆焊修復所用的埋弧焊工藝是一種電弧在焊劑層下燃燒進行焊接的方法,是生產效率較高的機械化焊接方法之一,它的優勢在于焊接質量穩定:熔渣隔絕空氣的保護效果好,焊縫金屬雜質較少NM450耐磨鋼板,焊接參數可以通過自動調節保持穩定新鋼NM360耐磨板,對焊工技術水平要求不高,焊縫成份穩定,機械性能比較好等等。
它除了減輕手工焊接操作的勞動強度外,它沒有弧光輻射及焊接煙很少,不過它不適于焊接薄板和特殊金屬的堆焊修復,倒是適用于批量較大,較厚較長的直線及較大直徑的環形焊縫的焊接。所以相比之下,不管是新鋼NM400耐磨板堆焊修復工藝中的哪一種,都各有各的特點,以及不同的適用范圍。耐磨板



哈曼金屬材料(林芝市分公司)位于經濟技術開發區。主營產品(西藏林芝) 本地 耐腐蝕鋼管。多年來,本公司本著'質量興業,守約重譽'的經營理念和服務宗旨為廣大客戶提供更好的產品和服務,得到了各界新老用戶的支持和贊譽。我公司鄭重承諾,在同等的質量下,保證以合理的價格,完善的服務,崇高的信譽來答謝各界朋友的支持和厚愛。公司全體員工熱列歡迎您來聊城指導觀光洽談業務!


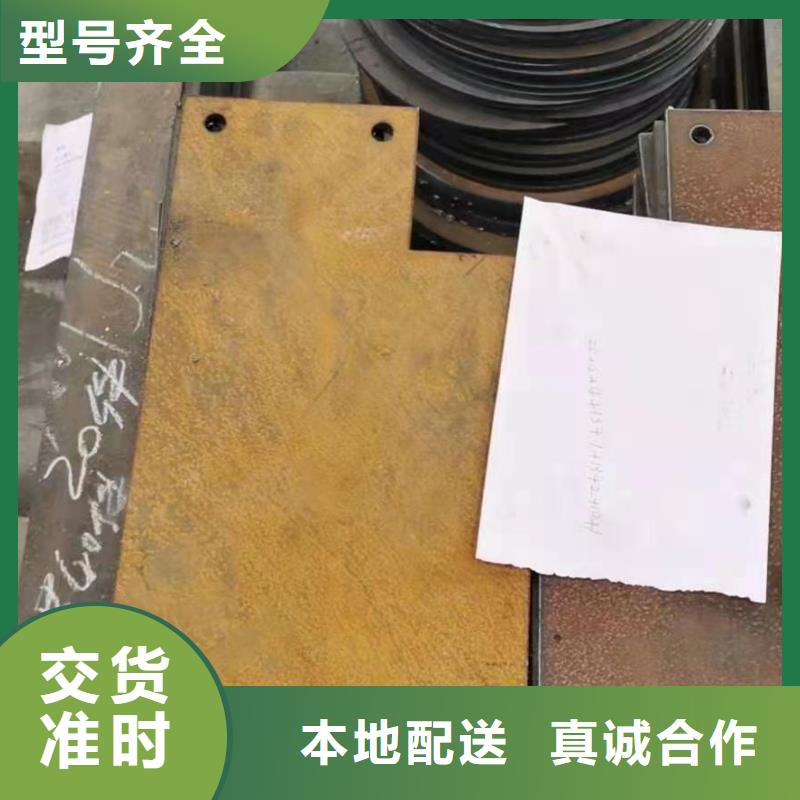
通常NM500耐磨板表面缺陷可能會有裂紋、劃痕、結疤等幾種情況,針對這些缺陷建議在生產中需要采取以下幾種方法來避免:首先在對耐磨板加工的過程中一定要規范操作,要盡量防止出現一些比較大的夾雜物等現象。同時是在冶煉的過程中在脫氧狀態良好的情況下一定要控制Al加入量。其實就是要檢查一些耐磨板加工的相關工具,一定要確保這些工具沒有軋輥、軋槽和導衛等現象,有問題的工具一定要及時的更換或是調整。避免對鋼板加工的過程中產生一定的磨損等。
硼的添加。Fe一OB合金的熔點為1400℃,相對密度約7200k歲耐。硼是易被空氣氧化和滲氮的原素,加前要對鋼材熔液充足脫氨和固氮。假如蒼硼耐磨損鑄造件中另外帶有欽,則硼在加欽后添加,欽可起固氮作用;假如沒有欽,則在加鋁終脫氨后添加,因鋁的加能產生AIN,也可以起固氮作用。在一般NM500耐磨板中,硼做為營養元素添加,添加量并不大。Fe一B鋁合金粒度分布以2一smm為宜,用報刊或薄鐵包包好,當鋼包中現有1/3一1/2的鋼材熔液后資金投入包中,隨鋼材熔液沖進即被熔融。有的原則還能增大鋼的淬透性,是鋼淬火時,從表層起淬成馬氏體層的深度,是取得良好綜合性能的主要參數。除Co外,幾乎所有合金元素如Mn、Mo、Cr、Ni、Si和C、N、B等都能提高雙金屬耐磨板的淬透性。



耐磨板斑跡缺陷,主要是由于帶鋼表面的軋制油和軋制時產生的鐵粉吹掃不干凈,軋制后殘留在帶鋼表面所造成的。板面斑跡缺陷在鋼卷退火后,在帶鋼表面碳化而形成黑斑,影響帶鋼表面質量。
耐磨板的板型缺陷主要是指連軋機產品存在的各種浪形和瓢曲。主要原因是機架負荷分配不均衡、機架間張力設定不良與工作輥輥型不合理等。這種缺陷容易造成罩退爐內發生粘結現象,對產品質量影響很大。邊部缺陷主要是由于酸洗切邊質量不好或帶鋼的塑性較差所造成的。
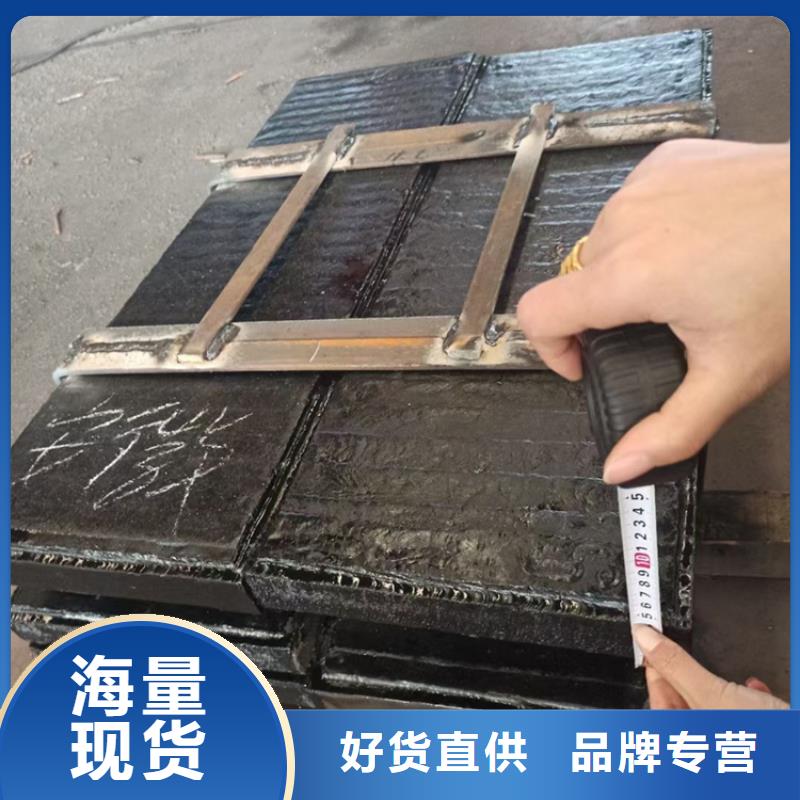
耐磨板用途非常廣泛,同樣各式各樣的都有,有些地方可能需要折彎卷圈,而有些地方需要切割,都要注意了。因耐磨板是通過冶金加工使耐磨層和基板緊密結合,所以正常情況下,折彎卷圈是沒有問題的,但是如果直徑小于300mm會出現問題,所以不建議300mm以下卷圈。耐磨板



水下切割方法:限制和降低軟化區范圍的有效方法,在切割過程中使用水來冷卻鋼板及切割表面。因此,鋼板即可放在水中切割,也可以向切割面噴水進行切割。使用水下切割方法可選擇等離子或火焰切割。水下切割具有以下特征:
切割熱影響區小;
防止整個工件的硬度降低;
減少切割工件變形;
切割后可以直接對工件進行冷卻。
耐磨板