





林芝供應(yīng)批發(fā)拉彎加工-價格優(yōu)惠
航蕭管件
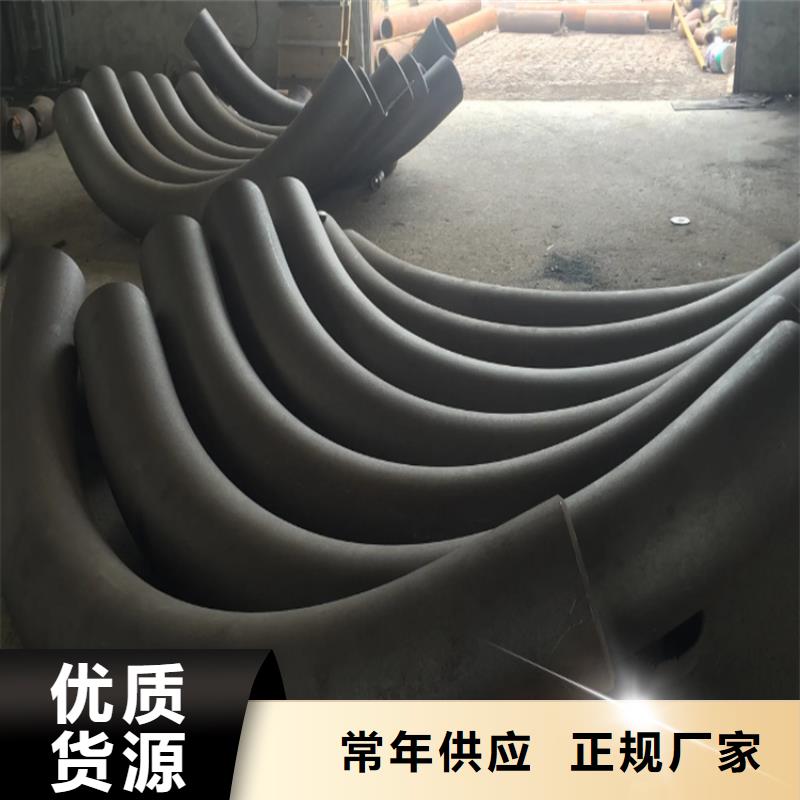
批發(fā)拉彎加工-價格優(yōu)惠") 本公司有中頻彎管生產(chǎn)線10條、冷彎生產(chǎn)線10條,可生產(chǎn)各種材質(zhì)的圓管、方管、H型鋼 槽鋼 工字鋼 不銹鋼管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型彎管及跨河跨江用大半徑、大跨度彎管。可按客戶圖紙加工生產(chǎn)。為方便一站式服務(wù),本公司新增全自動相貫線切割5套、拋丸除銹生產(chǎn)線3套、高壓無塵噴漆設(shè)備3套。
本公司產(chǎn)品廣泛應(yīng)用于圓弧鋼結(jié)構(gòu)、大型體育館、國際會展中心、飛機場、大型橋梁的造型、承重彎管及天然氣熱網(wǎng)輸送等管道工程。
歡迎全國各地的客戶前來咨詢合作。
本公司有中頻彎管生產(chǎn)線10條、冷彎生產(chǎn)線10條,可生產(chǎn)各種材質(zhì)的圓管、方管、H型鋼 槽鋼 工字鋼 不銹鋼管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型彎管及跨河跨江用大半徑、大跨度彎管。可按客戶圖紙加工生產(chǎn)。為方便一站式服務(wù),本公司新增全自動相貫線切割5套、拋丸除銹生產(chǎn)線3套、高壓無塵噴漆設(shè)備3套。
本公司產(chǎn)品廣泛應(yīng)用于圓弧鋼結(jié)構(gòu)、大型體育館、國際會展中心、飛機場、大型橋梁的造型、承重彎管及天然氣熱網(wǎng)輸送等管道工程。
歡迎全國各地的客戶前來咨詢合作。
批發(fā)拉彎加工-價格優(yōu)惠")
批發(fā)拉彎加工-價格優(yōu)惠") 我國全自動彎管機設(shè)計技術(shù)面臨的問題
自2009年年底以來,歐洲機床制造商接受的訂單一直在不斷增長。2010年上半年,其增長速度幾乎達(dá)到2009年同期的50%以上。近的統(tǒng)計數(shù)字顯示,國際訂單雖然在以兩位數(shù)的速度增長,但增長已有所放緩。歐洲機床工業(yè)傳統(tǒng)上是以出口為導(dǎo)向,不過歐洲客戶仍然是行業(yè)的核心支撐。因為制造業(yè)一直是歐洲經(jīng)濟的重要組成部分和經(jīng)濟復(fù)蘇的主要驅(qū)動力。
全自動彎管機的系統(tǒng)具有手動和自動操作方式,自動方式下又可分為步進(jìn)跟隨彎曲和原點貫穿彎曲,便于加工多種多樣的彎管。對于具有不同彎曲半徑的管件,采用上下模切換來實現(xiàn)彎管加工。對于具有特殊加工要求的彎管,設(shè)計了聯(lián)動、分解及相應(yīng)的輔助動作,避免機械干涉,實現(xiàn)了彎管過程的自動化。
常用的全自動彎管機使用的模具常常是針對碳鋼管,對于合金鋼管、不銹鋼管的彎曲,由于材質(zhì)的不同特性,缺乏相應(yīng)的相關(guān)技術(shù),往往無法得到理想的彎管截面變形率及彎管角度。于較大扭矩(功率)的彎管機,由于存在設(shè)計的盲區(qū),容易造成靜不定、失穩(wěn)現(xiàn)象及共振問題。同時控制電路的設(shè)計也缺乏相應(yīng)的設(shè)計經(jīng)驗。較大扭矩(功率)的高質(zhì)量的直流電機在國內(nèi)也很難找到供應(yīng)商。
電動彎管機主要用于5.08 cm(2英寸)以下管道的彎曲,彎管半徑一般小于25.4 cm (10英寸)。對于較大的彎管半徑,一般無法找到相對適應(yīng)的機器與模具。對于彎管半徑大于30.48 cm(12英寸)的彎管模具不僅投資較大,而且模具的澆注的過程變形也難以得到控制,同時對于這種模具的設(shè)計也需要相當(dāng)?shù)募夹g(shù)積累。
我國全自動彎管機設(shè)計技術(shù)面臨的問題
自2009年年底以來,歐洲機床制造商接受的訂單一直在不斷增長。2010年上半年,其增長速度幾乎達(dá)到2009年同期的50%以上。近的統(tǒng)計數(shù)字顯示,國際訂單雖然在以兩位數(shù)的速度增長,但增長已有所放緩。歐洲機床工業(yè)傳統(tǒng)上是以出口為導(dǎo)向,不過歐洲客戶仍然是行業(yè)的核心支撐。因為制造業(yè)一直是歐洲經(jīng)濟的重要組成部分和經(jīng)濟復(fù)蘇的主要驅(qū)動力。
全自動彎管機的系統(tǒng)具有手動和自動操作方式,自動方式下又可分為步進(jìn)跟隨彎曲和原點貫穿彎曲,便于加工多種多樣的彎管。對于具有不同彎曲半徑的管件,采用上下模切換來實現(xiàn)彎管加工。對于具有特殊加工要求的彎管,設(shè)計了聯(lián)動、分解及相應(yīng)的輔助動作,避免機械干涉,實現(xiàn)了彎管過程的自動化。
常用的全自動彎管機使用的模具常常是針對碳鋼管,對于合金鋼管、不銹鋼管的彎曲,由于材質(zhì)的不同特性,缺乏相應(yīng)的相關(guān)技術(shù),往往無法得到理想的彎管截面變形率及彎管角度。于較大扭矩(功率)的彎管機,由于存在設(shè)計的盲區(qū),容易造成靜不定、失穩(wěn)現(xiàn)象及共振問題。同時控制電路的設(shè)計也缺乏相應(yīng)的設(shè)計經(jīng)驗。較大扭矩(功率)的高質(zhì)量的直流電機在國內(nèi)也很難找到供應(yīng)商。
電動彎管機主要用于5.08 cm(2英寸)以下管道的彎曲,彎管半徑一般小于25.4 cm (10英寸)。對于較大的彎管半徑,一般無法找到相對適應(yīng)的機器與模具。對于彎管半徑大于30.48 cm(12英寸)的彎管模具不僅投資較大,而且模具的澆注的過程變形也難以得到控制,同時對于這種模具的設(shè)計也需要相當(dāng)?shù)募夹g(shù)積累。
批發(fā)拉彎加工-價格優(yōu)惠") 彎管(bend)是采用成套彎曲設(shè)備進(jìn)行彎曲的,分為冷煨與熱推兩種工藝。無論是哪一種機器設(shè)備及管道,大部分都用到彎管,主要用以輸油、輸氣、輸液,工程橋梁建設(shè)等。使用方法:
引起彎管質(zhì)量下降的主要原因分析及注意方法:
1、純彎曲時,管子在外力距M作用下其中性層外側(cè)臂壁受拉應(yīng)力&1作用而減薄內(nèi)側(cè)受壓應(yīng)力。作用而增厚,合力N1和N2使管子橫截面發(fā)生變化。基于這一因素,引起彎管質(zhì)量下降主要原因為RX與SX所以,GBJ235—82中,對各種壓力等級情況下的RX值以及外側(cè)的減薄量均做了明確規(guī)定,目的是為了控制RX與SX的值,從而確保質(zhì)量。
2、前條已講過,彎管時材料外側(cè)受拉,內(nèi)側(cè)受壓中性軸所在位置則與彎管方法而不同,在頂彎式(壓縮彎曲)工作時中性軸處于離外壁約1/3處,在旋彎(回彎式)工作時,中性軸處于離外壁2/3處。因此薄壁管道彎曲,使用旋彎法是有益的。
3、彎胎的精度也是影響彎管質(zhì)量的因素之一。我們在彎胎制造時,除規(guī)格尺寸要求控制在一定公差范圍時,同時也要求用戶在使用時根據(jù)彎制管徑選擇相應(yīng)的彎胎。
4、管材本身的可彎曲性能與表面腐蝕情況,亦可能影響到彎管質(zhì)量。現(xiàn)場施工時,操作者亦需了解被加工管道的材料,加工性能和對表面腐蝕情況作出產(chǎn)判斷。
彎管(bend)是采用成套彎曲設(shè)備進(jìn)行彎曲的,分為冷煨與熱推兩種工藝。無論是哪一種機器設(shè)備及管道,大部分都用到彎管,主要用以輸油、輸氣、輸液,工程橋梁建設(shè)等。使用方法:
引起彎管質(zhì)量下降的主要原因分析及注意方法:
1、純彎曲時,管子在外力距M作用下其中性層外側(cè)臂壁受拉應(yīng)力&1作用而減薄內(nèi)側(cè)受壓應(yīng)力。作用而增厚,合力N1和N2使管子橫截面發(fā)生變化。基于這一因素,引起彎管質(zhì)量下降主要原因為RX與SX所以,GBJ235—82中,對各種壓力等級情況下的RX值以及外側(cè)的減薄量均做了明確規(guī)定,目的是為了控制RX與SX的值,從而確保質(zhì)量。
2、前條已講過,彎管時材料外側(cè)受拉,內(nèi)側(cè)受壓中性軸所在位置則與彎管方法而不同,在頂彎式(壓縮彎曲)工作時中性軸處于離外壁約1/3處,在旋彎(回彎式)工作時,中性軸處于離外壁2/3處。因此薄壁管道彎曲,使用旋彎法是有益的。
3、彎胎的精度也是影響彎管質(zhì)量的因素之一。我們在彎胎制造時,除規(guī)格尺寸要求控制在一定公差范圍時,同時也要求用戶在使用時根據(jù)彎制管徑選擇相應(yīng)的彎胎。
4、管材本身的可彎曲性能與表面腐蝕情況,亦可能影響到彎管質(zhì)量。現(xiàn)場施工時,操作者亦需了解被加工管道的材料,加工性能和對表面腐蝕情況作出產(chǎn)判斷。
