







如何對六安螺旋鋼材進行管理質量控制對于在六安螺旋鋼管管口組對時存在錯口超標的問題應采取如下防范對策:(1)盡量采用內對口器。(2)組對時做好測量和修口工作。(3)組對時做好焊接管段的級配工作。(4)局部采用紫銅錘或銅墊板錘擊校正。(5)當錯口變形平重時要進行割口處理。六安螺旋鋼管鋼材管理:(1)使用內對口器時與之相配套的設備、壓風機設備和吊管機必須在施工前檢查完好使用操作靈活;在使用時應按操作規程作。(2)對口前要認真檢查對口使用的設備是否正常:對口時要設專人指揮按規范的動作指揮操作避兔傷害事故發生。(3)在施工中如采用墊士墩或墊麻包袋裝稻殼墊高管線時墊高必須堅實牢固防止管道滾動傷人;不準用凍土、石塊墊六安螺旋鋼管。
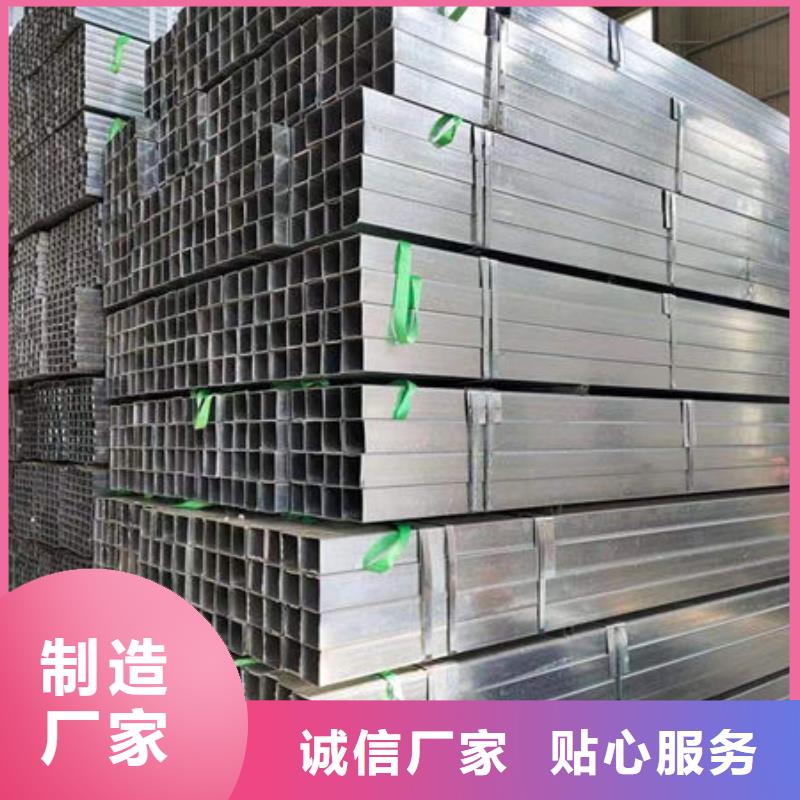
六安彩鋼瓦使用方法:清理基層→基面維修加固→涂刷首層防水底涂→鋪上增強型聚酯布→涂刷第二層防水底涂→涂刷系統密閉表涂→完工檢查修1、在六安彩鋼瓦預處理基面上涂刷一防水底涂,夾心瓦尺寸,在其濕潤時鋪上預定規格的增強型聚酯布,并在其表面涂刷第二層防水底涂,南昌夾心瓦,保證涂層充分浸潤聚酯布并與一層底涂相匯接,夾心瓦鋼材報價,涂刷時可適當用力確保涂層無氣泡、不褶皺。使整個防水系統與基面緊密貼合;2、待六安彩鋼瓦整個防水系統表面完全干透后,再涂刷一層表面密閉隔離涂料。
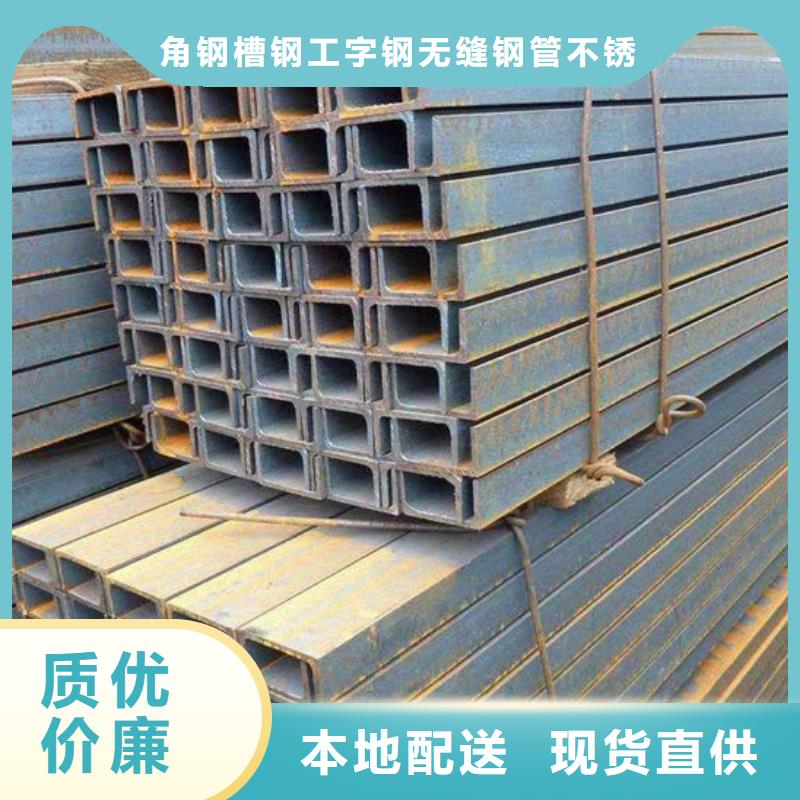
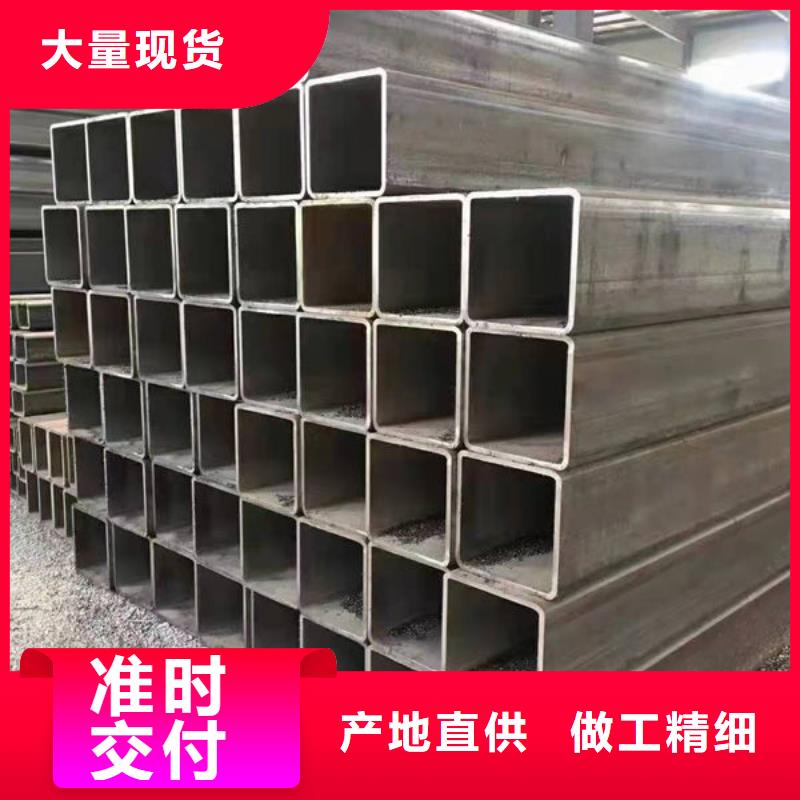
六安直縫鋼管的生產工藝較為簡單,主要生產工藝為高頻焊六安直縫鋼管和埋弧焊直縫鋼材;六安直縫鋼管生產效率高,成本低,發展迅速,螺旋鋼管的強度通常高于六安直縫鋼管;主要生產工藝是埋弧焊,螺旋鋼管可以生產出具有相同寬度的方坯的不同直徑的焊接管,或者可以從狹窄的方坯中制造出具有較大管徑的焊接管;但是,與相同長度的六安直縫鋼管相比,焊接長度分別增加了30%和100%,生產速度降低了;因此,大口徑鋼管大多通過螺旋焊接來焊接,小口徑鋼管大多通過直縫焊接來焊接。在大口徑六安直縫鋼管的工業生產中,采用了T形焊接技術,即一小部分六安直縫鋼管被對接連接,以滿足工程所需的長度;T形六安直縫鋼管的缺陷將大大增加,T形焊縫的焊接殘余應力將更大,焊接金屬通常處于三軸應力下,這會增加開裂的可能性;就焊接技術而言,螺旋鋼管和六安直縫鋼管的焊接方法是相同的,但不可避免地會出現大量的T形焊縫,并且T形焊縫的焊接殘余應力非常大,因此,焊接缺陷的可能性也很大,改進后,焊接金屬通常處于三軸應力狀態,這增加了開裂的可能性。
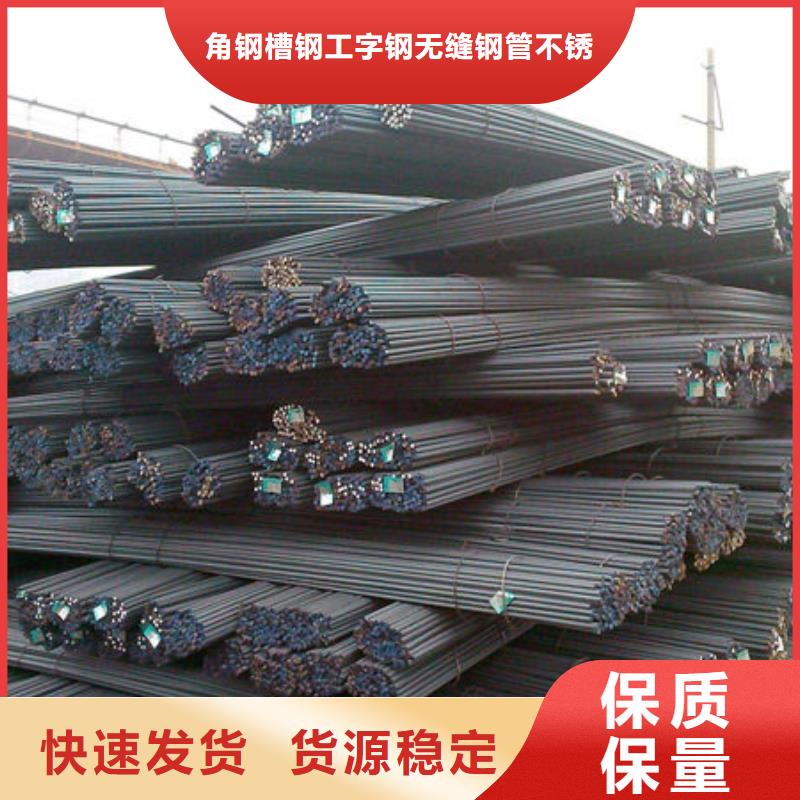
六安螺紋鋼常用的分類方法有兩種:一是以幾何形狀分類根據橫肋的截面形狀及肋的間距不同進行分類或分型如英國標準(BS4449)中將六安螺紋鋼分為 Ⅰ型Ⅱ 型。這種分類方式主要反應六安螺紋鋼的握緊性能。二是以性能分類(級)例如我國現行執行標準六安螺紋鋼為(G B1499.2-2007)線材為1499.1-2008)中按強度級別(屈服點/抗拉強度)將六安螺紋鋼材分為3個等級;日本工業標準(JI SG3112) 中按綜合性能將六安螺紋鋼分為5個種類;英國標準(BS4461)中也規定了六安螺紋鋼性能試驗的 若干等級。此外還可按用途對六安螺紋鋼進行分類如分為鋼筋混凝土用普通鋼筋及預應力鋼筋 混凝土用熱處理鋼筋等。
