聯系我們

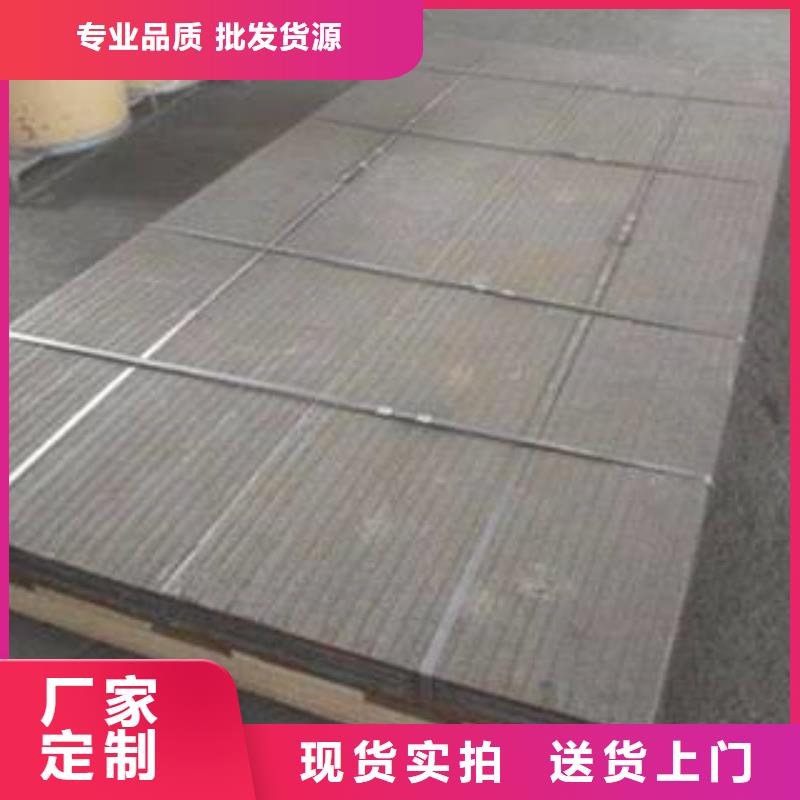
鋼板-矩形管原料層層篩選
更新時間:2025-05-25 00:09:31 ip歸屬地:茂名,天氣:大雨轉中雨,溫度:22-30 瀏覽次數:1 公司名稱:天津 鑫銘萬通商貿有限公司(茂名分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 廠家 | 天津鑫銘耐磨材料 |
| 價格 | 8-10 |
| 是否定制 | 可以 |
| 是否切割 | 可以 |
| 運輸 | 汽運,含運費 |
| 顏色 | 黑色 |
| 硬度 | 60-62HRC |
| 尺寸 | 1400*3400 |
| 厚度 | 5+3 6+4 6+6 8+4 8+6 8+8 10+4 10+6 10+8 10+10 12+6 |

鑫銘萬通商貿有限公司(茂名分公司)在激烈競爭的商海中,始終堅持以客戶為中心,以 石油裂化管質量為重點、人才為保證、效益為根本的經營理念,堅持扎扎實實、腳踏實地為 石油裂化管客戶服務,為社會發展著想的宗旨。無論是現在還是將來,我們都將始終不渝地遵循這一宗旨。我們真誠的希望與國內外廣大 石油裂化管用戶建立長期、友好的戰略合作伙伴關系,互惠互利,共圖發展!


為了保證高硬度雙金屬復合耐磨鋼板原有的綜合性能,應對基層、過渡層和復層分別進行焊接。高硬度雙金屬復合耐磨鋼板焊接時,應注意以下幾點:
(1)嚴格按照圖樣、焊接工藝和有關標準施焊。
(2)遵循先焊接基層,再焊接過渡層, 焊接復層的焊接順序。
(3)基層的焊接,應嚴防基層焊縫熔化到不銹鋼的過渡層甚至復層焊縫,以免少量高鉻、高鎳的高硬度雙金屬復合耐磨鋼板成分稀釋到碳素鋼焊縫中形成馬氏體組織而發生硬化。在不銹鋼一側的基層焊縫盡量采用無飛濺的焊接方法(例如埋弧焊、非熔化極氬弧焊等),因為碳素鋼的飛濺會在復層表面造成銹蝕。



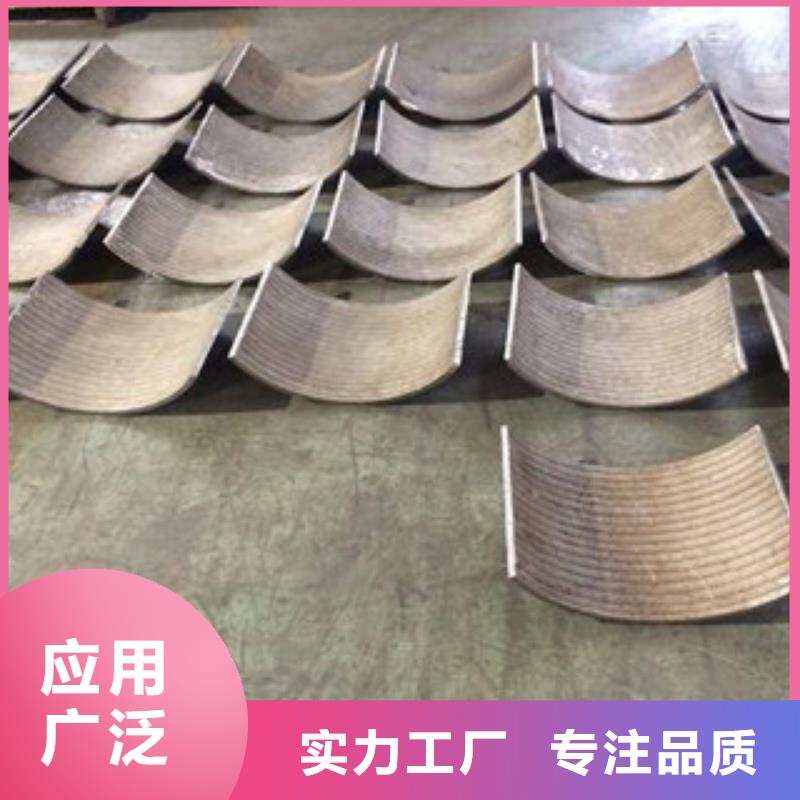
雙金屬復合襯板的焊縫余高控制
主要闡述了控制輸送用埋弧焊雙金屬復合襯板內、外焊縫余高的重要性。焊縫的余高大,則焊縫的應力集中系數大,容易形成應力腐蝕裂紋。外焊縫余高大,不利于防腐;內焊縫余高大,將會增加輸送介質的能源損失等。
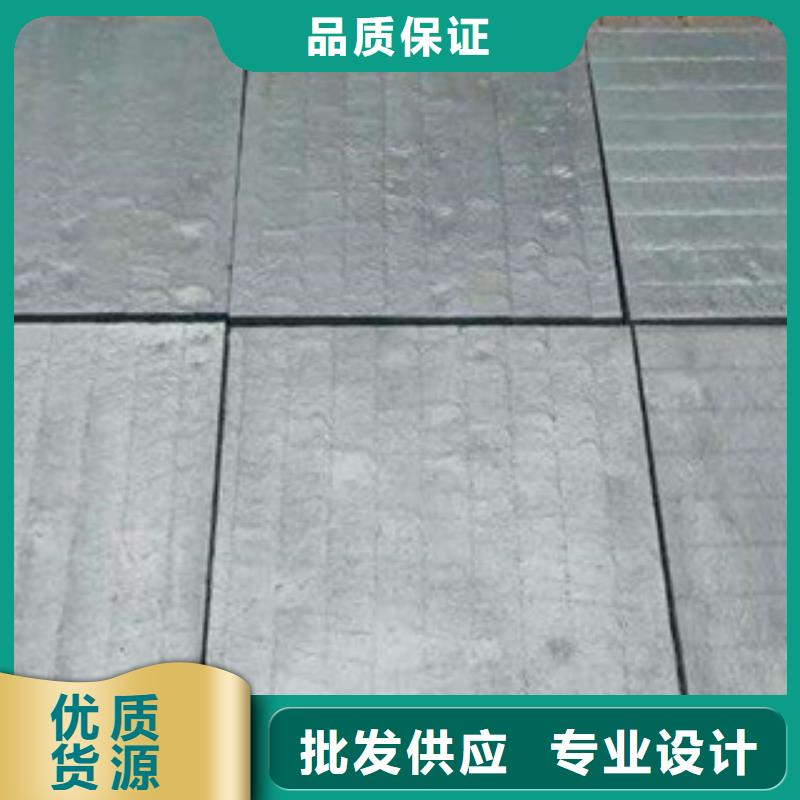
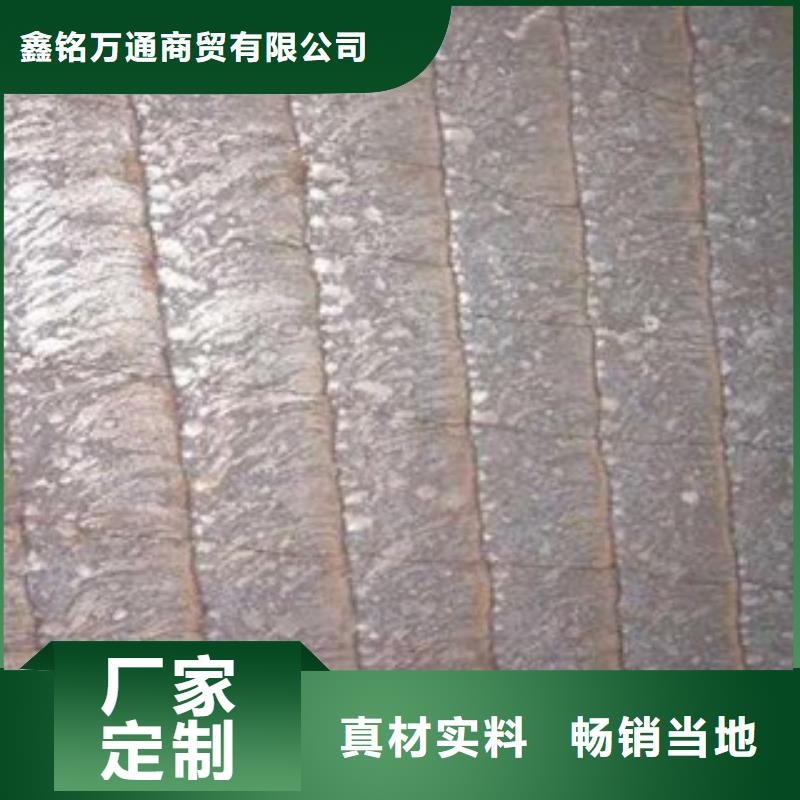
埋弧焊雙金屬復合襯板對焊接質量的評價,首先是看內、外焊縫的余高及其形狀控制得好不好,焊縫流線是否規整。焊縫余高大且不是圓滑過渡過,則焊縫焊趾部位的應力集大系數大,對抗SCC不利。此外,外焊縫余高大,會給管子的陳記腐作業增加難道,成本增高;內焊的余高大,則對管道輸送介質的摩擦阻力大,管輸耗能也就大。因此,在生產埋弧雙金屬復合襯板時,必須控制內、外焊縫的余高。API 5L 標準中規定的焊縫余高只是 標準,而油氣輸送管線和海洋用管均將焊縫余高控制在2.5mm以下。


