


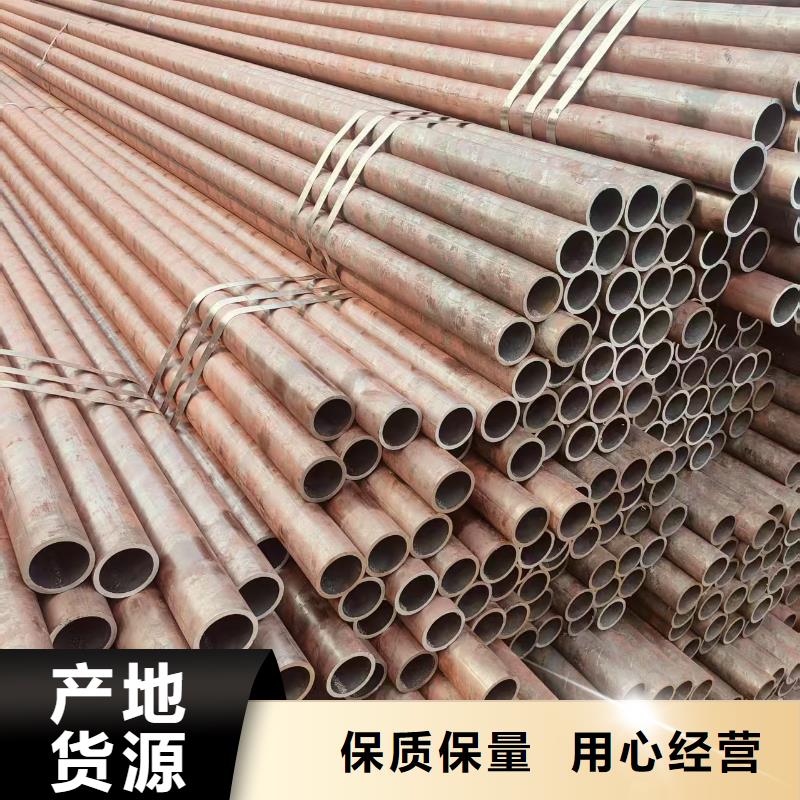


一分鐘的時間,對于了解我們的20號無縫管規格齊全產品來說足夠了。從產品的外觀到內在,從功能到性能,視頻將為您展現產品的每一個細節和特性。
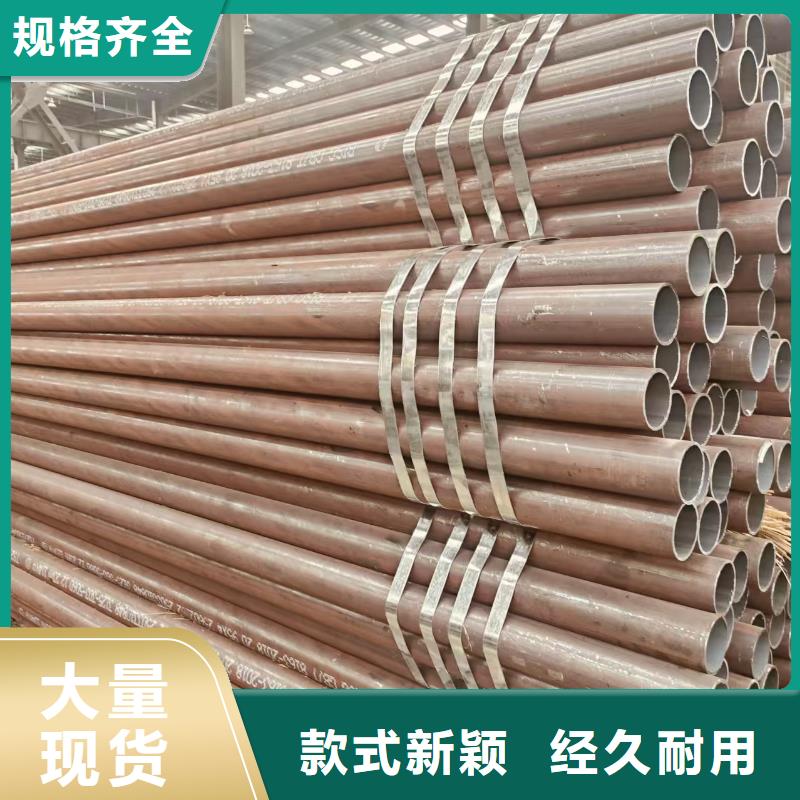
以下是:20號無縫管規格齊全的圖文介紹

聚旺物資(南昌市分公司)承諾,努力不懈的為每一位客戶提供精湛的技術和專業的服務。今后,我們將繼續加大 君誠鋼塑復合管技術研發和創新投入,在競爭中求發展,在挑戰中謀機遇,相信我公司會為您提供先進的技術、優質的 君誠鋼塑復合管產品以及完善的售后服務。并在互聯網+的浪潮下,樹立企業的形象,打造企業品牌,實現跨越式發展。勤勞和真誠的我們,愿與您攜手并進、共創輝煌!


在無縫管投入使用前,必須進行嚴格的質量檢查。這包括外觀檢查(如有無裂紋、本地銹蝕、附近劃痕等)、尺寸精度檢查(如壁厚、同城外徑、同城長度等)、本地化學成分分析以及力學性能測試(如抗拉強度、本地屈服強度、附近沖擊韌性等)。正確安裝與固定:無縫管的安裝過程需嚴格按照操作規程進行。在安裝前,應清理管道內部雜物,確保管道暢通無阻。安裝時,應使用專用工具和設備,避免對鋼管造成損傷。對于需要焊接的接頭,應選擇合適的焊接工藝和材料,確保焊接質量。同時,鋼管的固定也需牢固可靠,避免因振動、當地位移等因素導致的泄漏或斷裂。合理布置與支撐:無縫鋼管的布置應考慮介質的流向、流速、本地壓力以及溫度等因素,確保管道系統運行順暢。在布置過程中,應避免急彎、附近銳角等不利因素,以減少流體阻力和管道應力。此外,還需合理設置管道支架和吊架,以分散管道重量和支撐力,防止管道因受力不均而變形或損壞。



無縫管生產法是用穿孔等方法生產無縫鋼管或其他金屬管和合金管的工藝過程。該過程一般包括加熱、本地穿孔、軋管、均整、定徑、減徑和精整等工序。穿孔是其主要工序,常用的穿孔機是二輥斜軋穿孔機。它由兩個相對于軋制線傾斜布置的主動鼓形軋輥、本地兩個固定不動的導板和一個位于中間的、附近軸向固定的隨動頂頭,構成一個環形封閉孔形。加熱后的管坯在兩個同向旋轉的軋輥作用下,一面旋轉,一面前進,逐步進入變形區。在變形區內,由于軋輥的作用具有載荷集中的性質,在管坯的中心產生復雜的拉壓組合的應力狀態,切應力使金屬產生滑移和微裂紋,拉應力使微裂紋擴展為裂縫,裂縫進一步擴展并相互連通形成孔腔。孔腔遇到頂頭被沖擴、同城定型,因而沿管坯的軸向形成一個通孔,此即無縫鋼管的雛形——毛管。毛管送入具有圓形孔型的軋機,在軋輥和頂頭的作用下,毛管壁厚變薄,外徑減小,壁厚趨于均勻。再經進一步的均整、本地定位、減徑,就得到無縫鋼管。熱軋的無縫管再經冷軋可以提高尺寸精度和機械性能;經旋壓可獲得薄壁管和極薄壁管;經冷拔可以得到細管、本地毛細管和各種異型斷面的鋼管。


熱軋(擠壓無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、當地連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫軋制無縫管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題.圓管坯出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑長度來確定。鋼管經定徑后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直。2.冷拔(軋)無縫鋼管:圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。冷拔(軋)無縫鋼管的軋制方法較熱軋(擠壓無縫鋼管)復雜。它們的生產工藝流程前三步基本相同。不同之處從第四個步驟開始,圓管坯經打空后,要打頭,退火。退火后要用專門的酸性液體進行酸洗。酸洗后,涂油。然后緊接著是經過多道次冷拔(冷軋)再坯管,專門的熱處理。熱處理后,就要被矯直。鋼管經矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測出。鋼管質檢后還要通過嚴格的手工挑選。鋼管質檢后,用油漆噴上編號、附近規格、本地生產批號等。并由吊車吊入倉庫中。



