


不要猶豫,點擊播放我們的滾壓管油缸筒保障產品視頻,讓每一幀畫面都為您揭示產品的獨特之處,帶給您前所未有的驚喜。
以下是:福建南平滾壓管油缸筒保障的圖文介紹

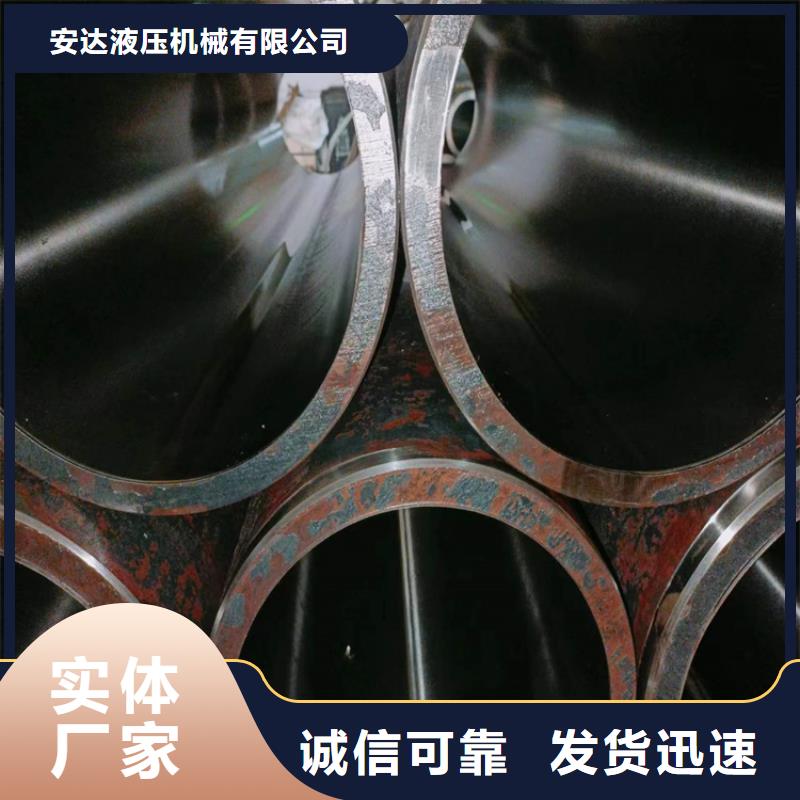
福建南平珩磨管油缸管絎磨管珩磨管淬火冷卻的影響在珩磨管淬火冷卻時,在兩個溫度范圍內必須注意控制冷卻速度。其中一個區域是為了完全珩磨管淬火硬化而需要快冷的臨界區域,為了使零件淬硬,在臨界區應當急冷。另一個區域是容易產生珩磨管淬火裂紋的低溫區,在MS點溫度以下,在這個溫度區間發生奧氏體向馬氏體的轉變,體積膨脹,產生第二類畸變、第二類應力及宏觀熱處理應力,可能導致珩磨管淬火裂紋,因此稱危險區。在危險區應當盡量慢冷,以緩和珩磨管淬火內應力。珩磨管淬火臨界區和危險區示意圖 珩磨管淬火后加工處理零部件珩磨管淬火后多進行加工處理。按加工處理的性質可分為熱加工、機械加工和化學加工三類,以及它們的綜合應用。淬后加工處理導致形成裂紋的過程是一個珩磨管淬火宏觀、微觀內應力和顯微裂紋與淬后加工過程中出現的負荷應力或內應力之間發生相互作用的過程。滾壓管


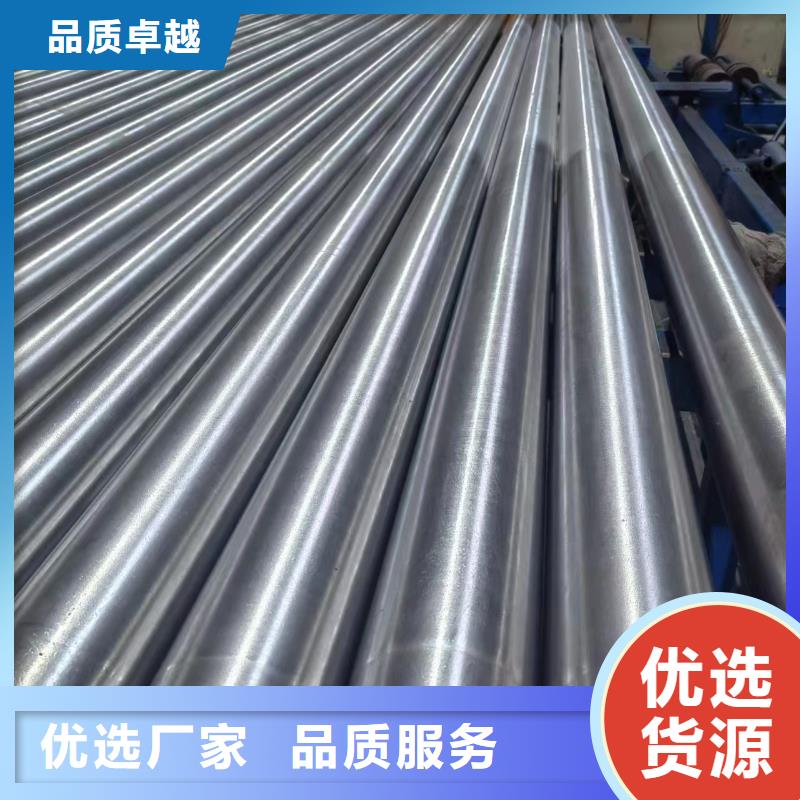
福建南平珩磨管油缸管絎磨管油缸管結構及技術要求介紹油缸管結構及技術要求介紹滾壓管
1、 結構分析:
1、 φ50mm×770mm本身的圓度公差為0.005mm。
2、左端M39×2-6g螺紋精密油缸鋼管φ50mm中心線同軸度公差為φ0.05mm。
3.1:20錐軸與精密油缸鋼管φ50mm中心線的同軸度公差為φ0.02mm。
4.1:20錐面本身的圓跳動公差為0.005mm。5.1:20錐面著色檢查,接觸面積不小于80%。
5、 φ50mm×770mm表面氮化,氮化層深度0.2~0.3mm,表面硬度62~65hrc。



作為【液壓油缸管】的專業生產企業,液壓機械(南平市分公司)在幾年的時間內,通過技術改造、完善企業經營管理,逐步占領【液壓油缸管】的主要市場,成為國內專業的【液壓油缸管】生產企業。“質量至上、信譽至上”是我們始終堅持的經營理念,您的意見是我們前進的動力,您的滿意是我們追求的目標。為了回報廣大用戶對我公司的支持與信賴我公司將會秉承以往的優良作風,堅持“以上等的【液壓油缸管】產品吸引顧客、以低廉的價格回報顧客、以熱情周到的售前售后服務感動顧客”,為您帶來更加優良便捷的服務,您的支持與肯定是我們不變的追求!


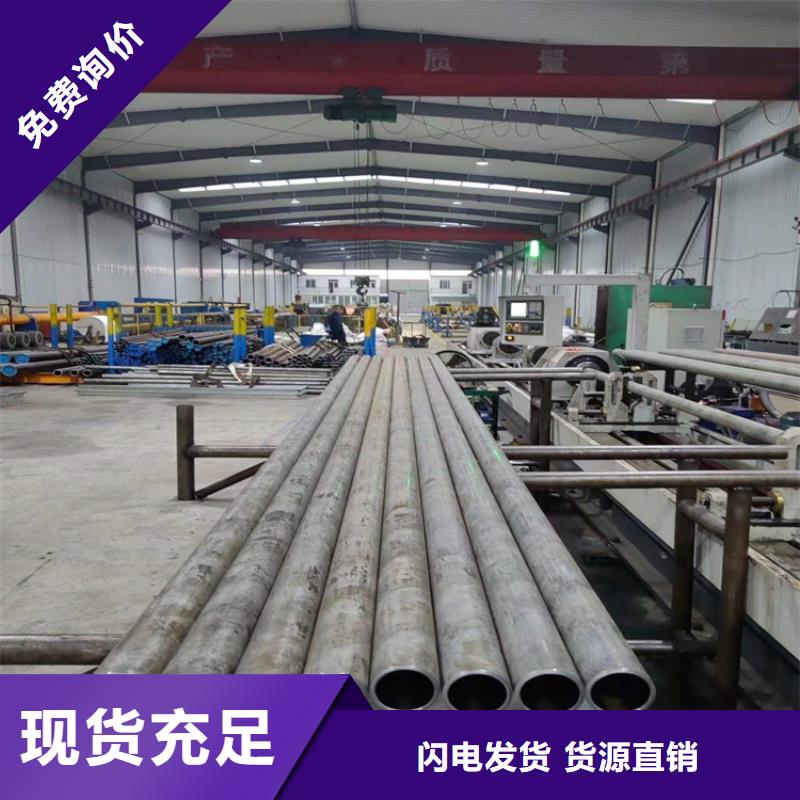
福建南平珩磨管油缸管絎磨管淺析珩磨管進行熱處理的關鍵的環節。 珩磨管的熱處理加工是一個很重要的工序,經過熱處理加工后,可以讓其獲得較好的性能。那么如何對珩磨管進行熱處理加工?
1、其熱處理加工工藝過程:鍛壓退火、粗加工、調質、半精加工、消應力、粗磨、高頻淬火、回火、精加工。
以下針對幾個比較關鍵的環節做一下著重介紹:
1、調質:調質的目的就是使其可以具有良好的綜合機械性能,因些為了讓其可以獲得較高的韌性、相應的強度以及優良的力學性能,我們一般都需要對2Cr13材質進行調質處理。
2、消應力處理:所謂的消應力處理,珩磨管出售,其實就是指除應力。在一般情況下,退火鑄、鍛、焊件在冷卻時由于各部位冷卻速度不同而產生內應力,所以要進行處理消應力。
液壓鋼管基本上分為液壓系統上用的流體管和油鋼筒管,也稱為珩磨管,而冷拔或冷軋精密無縫鋼管也包含液壓鋼管。滾壓管



