






閘門啟閉機運行,須由單位負責人發出調度指令。不經調度擅自啟閉,將嚴肅追究有關人員責任。
非本單位工作人員一律不得操作啟閉機及相關設備。
操作人員須熟悉操作,思想集中,堅守崗位,加強監視。啟閉過程中,操作人員應注意。
開機啟閉前,應先檢查絲桿所處位置,電機、變速箱、皮帶等有無異常,確認正常后,再通電啟閉,并將調度人、操作人、啟閉目的、設備檢查情況、開機時間填寫在《閘門啟閉機運行記錄》上。
停機斷電完成啟閉后,應將關機時間、開關絲數量、設備運行情況等登記在《閘門啟閉機運行記錄》上,并將啟閉時間、開關絲數量、調度人、操作人、啟閉用途等情況登記在《水雨情觀測表》上。
啟閉過程中若中途停電,應將倒順開關置于空檔的位置并拉閘斷電后,再卸掉皮帶以手動方式啟閉。





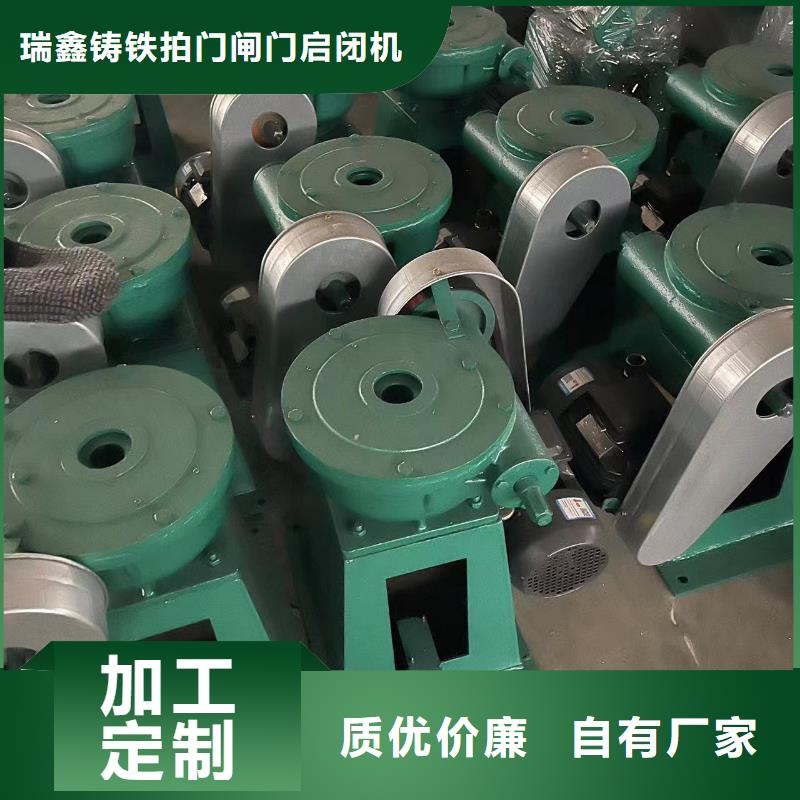
瑞鑫鑄鐵閘門啟閉機鋼閘門清污機水工機械廠(那曲市分公司)致力于為客戶提供高質量低價格的 手輪式啟閉機產品為目標,努力為客戶創造價值為己任,擁有先進的 手輪式啟閉機加工生產設備和強大的物流配送系統,可隨時滿足客戶的各種需求,公司以規格齊全、價格便宜、配送快捷的經營優勢,以守信用、重質量的服務理念贏得了廣大用戶的信賴和一致好評。


卷筒外形尺寸根據需要設定,簡體壁厚根據外型尺寸而定,粗糙度Ra3.2,采用鑄鋼ZG270—500,分段鑄造后焊接成一體。卷筒焊接成形后,對接焊縫應進行無損探傷檢驗,并進行高溫退火熱處理,應力,穩定組織,為保證筒體加工精度做好準備。
啟閉機加工時主要保證:①卷筒壁厚均勻,各處筒壁厚度差不超過8mm;②卷筒外圓與內軸孔同軸度不超過0.3mm;③卷筒與大齒輪連接的凸外緣與卷筒內孔的同軸度不超過0.3mm,垂直度不超過0.6mm。
為了保證卷筒壁后均勻,在加工前應注意檢測其壁厚值是否超差,若偏差較大,可采用借中間的方法予以調整。
為了保證卷筒內外圓的的同軸度,應在卷筒外圓加工完畢后,以外圓為基準鏜出卷筒內孔。
為了保證開式齒輪的嚙合間隙,應特別注意卷筒凸外緣與大齒輪止口的公稱尺寸,二者之間的公差不宜過大,避免嚙合間隙一側過大而另一側過小,同時注意卷筒凸外緣端面與卷筒外圓的垂直度。這樣才能保證大齒輪的外徑與卷筒軸同心,從而在裝配中保證開式齒輪副嚙合間隙的一致性。



