

為了讓您更地了解我們的焊管焊接鋼管廠家直營,我們精心制作了產品視頻。我們將帶您領略產品的非凡之處,讓您對它有更深入的了解和認識。
以下是:焊管焊接鋼管廠家直營的圖文介紹

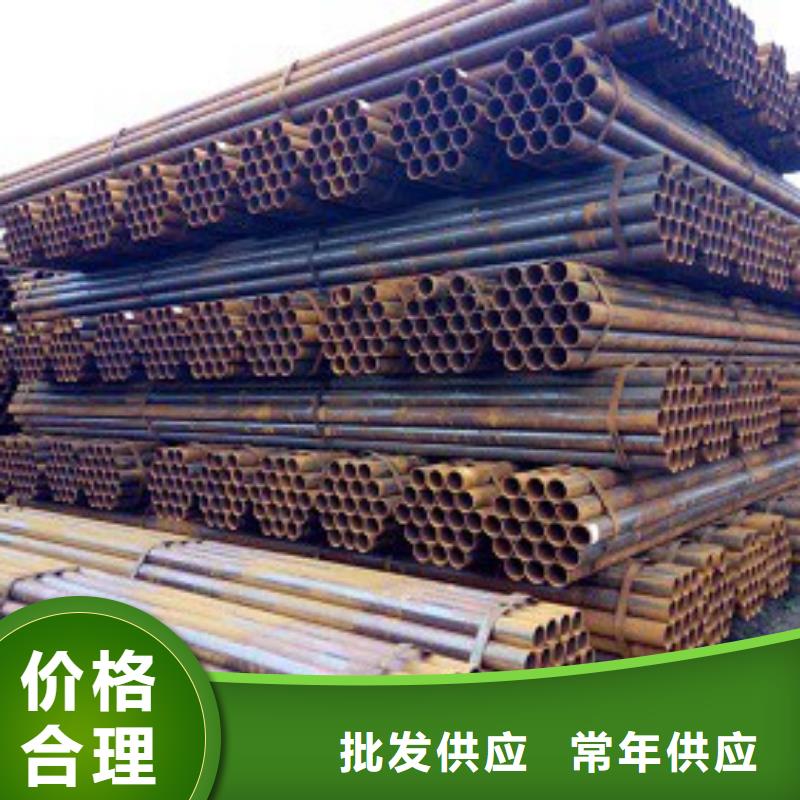
防腐蝕分:焊接鋼管是指用鋼帶或鋼板彎曲變形為圓形、方形等形狀后再焊接成的、表面有接縫的鋼管。按焊接方法不同可分為電弧焊管、高頻或低頻電阻焊管、氣焊管、爐焊管、邦迪管等。按焊縫形狀可分為直縫焊管和螺旋焊管。電焊鋼管用于石油鉆采和機械、制造業等。爐焊管可用作水煤氣管等,大口徑直縫焊管用于高壓油氣輸送等;螺旋焊管用于油氣輸送、管樁、橋墩等。焊接鋼管比無縫鋼管成本低、生產效率高。
本公司堅持“誠為本、譽至上、科技興廠、質量立業、追求卓越、致力發展、服務顧客、回報社會”的原則,建設以管理為基礎,以顧客為中心,以科技為先導,以改進為動力的質量、譽型企業。公司設有完整的質量把關系統和客戶服務系統,合格率達,努力達到客戶滿意。
眾順鋼材有限公司主要銷售直縫管,直縫鋼管,直縫焊管,大口徑直縫焊管,Q235B直縫焊管,直縫焊接鋼管,Q345B直縫鋼管。公司先后自動焊以及高端質量的德國JCOE大口徑厚壁直縫鋼管技術,專業銷售直縫鋼管線多條,具有科技含量高,銷售范圍廣。
本公司堅持“誠為本、譽至上、科技興廠、質量立業、追求卓越、致力發展、服務顧客、回報社會”的原則,建設以管理為基礎,以顧客為中心,以科技為先導,以改進為動力的質量、譽型企業。公司設有完整的質量把關系統和客戶服務系統,合格率達,努力達到客戶滿意。
眾順鋼材有限公司主要銷售直縫管,直縫鋼管,直縫焊管,大口徑直縫焊管,Q235B直縫焊管,直縫焊接鋼管,Q345B直縫鋼管。公司先后自動焊以及高端質量的德國JCOE大口徑厚壁直縫鋼管技術,專業銷售直縫鋼管線多條,具有科技含量高,銷售范圍廣。


④再結晶退火用以金屬線材、薄板在冷拔、冷軋過程中的硬化現象(硬度升高、塑性下降)。加熱溫度一般為鋼開始形成奧氏體的溫度以下50~150℃,只有這樣才能加工硬化效應使金屬軟化。
石墨退火用以使含有大量滲碳體的鑄鐵變成塑性良好的可鍛鑄鐵。工藝操作是將鑄件加熱到950℃左右,保溫一定時間后適當冷卻,使滲碳體分解形成團絮狀石墨。
擴散退火用以使合金鑄件化學成分均勻化,提高其使用性能。方法是在不發生熔化的前提下,將鑄件加熱到盡可能高的溫度,并長時間保溫,待合金中各種元素擴散趨于均勻分布后緩冷。
去應力退火用以鋼鐵鑄件和焊接件的內應力。對于鋼鐵制品加熱后開始形成奧氏體的溫度以下100~200℃,保溫后在空氣中冷卻,即可內應力。完全退火加熱溫度在Ac1~Accm之間,冷卻速度:在500~600℃以上時,碳鋼是100~200℃/h,合金鋼是50~100℃/h,高合金鋼是20~60℃/h,主要用于過共析鋼。
焊后退火



冷拔加工鋼管正是發生了加工硬化。冷拔時金屬發生塑性變形,晶體內部有多個滑移系啟動,位錯運動彼此攔截,許多位錯被釘扎住,造成位錯塞積,同時位錯源停止動作。上述一系列過程導致了位錯的可動性降低,晶體中的位錯密度顯著增加。當塑性變形進一步發生,應力增加并足以使釘扎的位錯開始運動,螺位錯交滑移,刃位錯不能交滑移,這樣發生位錯交截,使不動階數增加。所以,通過冷拔加工金屬內部位錯密度增加,位錯可動性降低,既難于產生位錯又難于移動位錯,因而金屬材料硬度、強度提高。這就是冷拔加工的金屬學原理力學原理冷拔時鋼管在力的作用下通過一定形狀、尺寸的模具,發生塑性變形。目前,在生產中的拔制方法大致可分成3種:縮徑拔管、減外壁拔管和減內壁拔管,冷拔時,鋼管在拉拔力、正壓力和摩擦力的作用下,發生相應的變形,大都經過縮徑、減壁和定徑3個階段,而且變形區內部產生相應的應力,其中軸向為拉應力,徑向和周向為壓應力,拔管過程中金屬處于一向拉和兩向壓應力狀態,這是冷拔管變形過程的基本力學特征。,冷軋鋼管機組是用冷軋、冷拔或冷軋和冷拔相結合的冷加工方法生產管材的整套裝備組合,是對



億銘泰 有限公司(寧波分公司)成立于2017年,坐落于風景優美、人文薈萃的——浙江寧波。公司長期致力于【鍍鋅圓管】產品的生產研發工作,公司具有良好的企業形象和品牌形象,常年參加國內外大型專業【鍍鋅圓管】展。公司視質量為生命,嚴格執行各項工藝標準和操作規程,嚴格控制每一個生產流程與細節,確保質量的穩定性和【鍍鋅圓管】產品的完善性。公司秉承質量、求實、求新、服務的宗旨,本著服務大眾的精神,更以優良的質量,完善的售后獲得了廣大用戶的信賴。熱忱歡迎廣大用戶光臨惠顧!

