

準備好領略珩磨管_絎磨管生產廠家主推產品產品的風采了嗎?我們的視頻將帶您領略產品的每一個細節,從外觀到內在,從功能到性能,讓您了解它的獨特之處。
以下是:福建莆田珩磨管_絎磨管生產廠家主推產品的圖文介紹



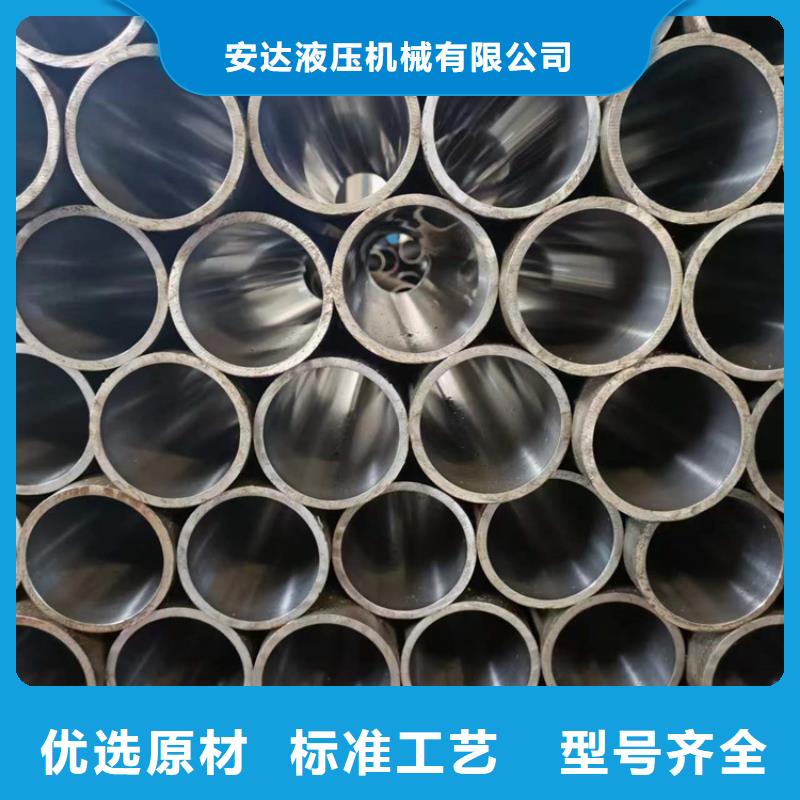
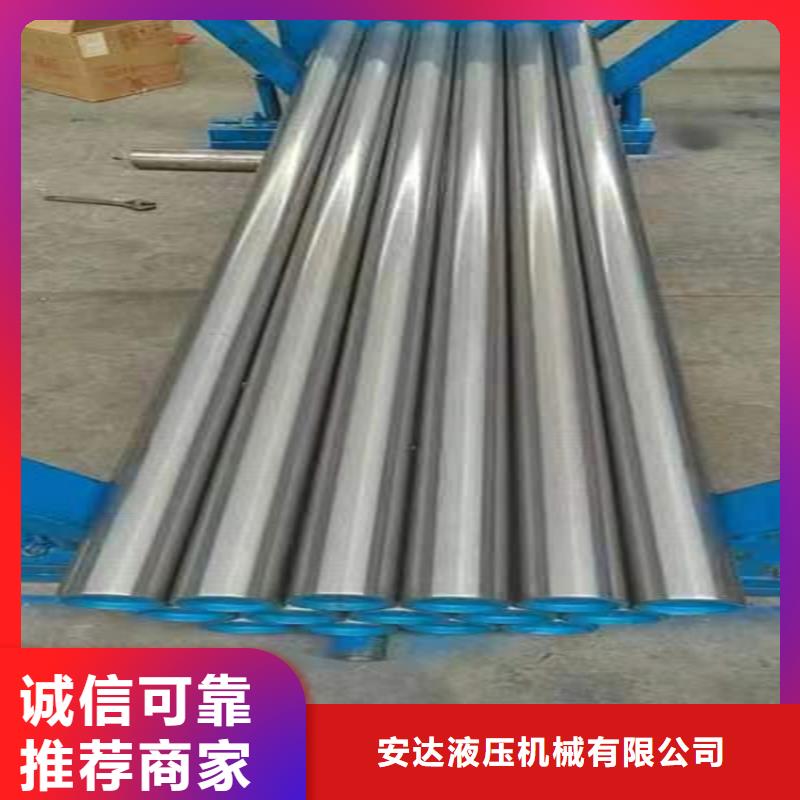
福建莆田珩磨管油缸管絎磨管對珩磨管珩磨工具的簡單介紹,以及其光潔度的指導,希望大家能從中受益,并來進一步了解該產品,同時這些也是我們日后進行研究工作的理論基礎。
什么是滾壓絎磨管 絎磨管采用滾壓加工,由于表面層留有表面殘余壓應力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產生或擴大,因而提高絎磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了絎磨管內壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質。 大口徑絎磨管滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。絎磨管無論用何種加工方法加工,在零件表面總會留下微細的凸凹不平的刀痕,出現交錯起伏的峰谷現象,



液壓機械(莆田市分公司)奉行“抓市場,促管理,講效益”的質量方針,恪守“誠實守信精心制造污染保護環境以人為本遵規守法持續改進”為宗旨,愿以優良的品牌,合理的 液壓油缸管價位,熱情的服務,真誠與廣大客戶合作,共創民族工業美好的未來。


福建莆田企業旺旺珩磨管絎磨管油缸管但如果間隙超過0.16mm的話,珩磨管就會與活塞桿發生偏磨,使得襯套單邊受力,導致油缸泄漏,活塞桿帶油。除了這一方面的間隙,還有支承襯套外徑與油缸缸筒內徑接觸,其理想的設計間隙為0.1-0.19mm,過小或過大也會造成珩磨管受損。從上述分析可見,珩磨管的裝配間隙對油缸質量至關重要,而裝配間隙應以支承襯套來調整,才能符合實際要求而達到理想的作業效果。再來說到的是珩磨管支承襯套所用的材料,通常來說有尼龍和聚甲醛兩種,前者的強度、剛性、耐熱性以及成型工藝性都較好,但吸水性和收縮率較大,尺寸穩定性差,還會受受溫度影響;而后者具有良好的綜合性能,包括抗拉強度、沖擊韌性、剛度、疲勞強度、抗蠕變性能和尺寸穩定性等等,但就是加熱易分解,成型困難。根據對上述兩種材料的特性分析可知,油缸的工作溫度才是確定選用何種材料作支承襯套的關鍵所在,一般工作溫度下使用尼龍就可以了,但對于要在高溫下工作的油缸來說,聚甲醛作為珩磨管的支承襯套才是理想選擇。



福建莆田珩磨管油缸管絎磨管造成油缸管開裂的主要因素造成油缸管開裂的主要因素是什么?有以下幾點:1、原材料選擇:為了節約成本,一些油缸管制造商會選擇小鋼廠生產的圓鋼進行加工,但這些小鋼廠生產的圓鋼會有大量的氣泡和氣體孔洞等后處理后,容易引起開裂。廠家采購,貨源可靠證明書。2、熱處理溫度控制不到位:小型制造商沒有專業的生產經驗和技術。車間工人僅憑加熱溫度和持續時間無法保證鋼管的熱處理是否到位,熱處理會影響鋼管的力學性能改變但一般廠家對不同的鋼種、厚度和機械性能有明確的指標,沒有檢測設備來判斷管道是否滿足客戶的要求績效指標珩磨管磨管