
產品詳細介紹
以下是:福建省莆田市清污機_卷揚式啟閉機廠家廠家貨源的產品參數
導讀 【康禹】為客戶提供多樣化產品,包括福州手搖啟閉機、廈門鑄鐵閘門、漳州卷揚啟閉機、龍巖液壓鋼壩、寧德卷閘門、南平翻板閘門、三明啟閉機閘門、秀嶼液壓啟閉機、仙游啟閉機閘門廠家等,適配多元場景需求。清污機_卷揚式啟閉機廠家廠家貨源,閘門啟閉機廠家(康禹)水工機械廠(莆田市分公司)【邢臺閘門啟閉機廠家(康禹)水工機械廠(莆田市分公司)kangyu2843-42】為您提供清污機_卷揚式啟閉機廠家廠家貨源,聯系人:李峰巖,發貨地:新河縣城西開發區。 福建省,莆田市 1983年9月9日,國務院批準設立地級莆田市。莆田市歷史底蘊深厚,建制至今已有1500多年,素有“海濱鄒魯”、“文獻名邦”之美稱,自唐以來,涌現出2482名進士、21名狀元,17名宰相。基礎設施完善,湄洲灣、興化灣、平海灣“三灣環繞”,湄洲灣為深水良港,可建萬噸級以上泊位150多個;福廈鐵路、永莆鐵路貫穿全境,湄洲灣港口鐵路支線投入使用,福廈高鐵開通運營;福廈高速、沈海復線、莆永高速、湄渝高速形成“兩縱兩橫”格局。同時,莆田被列為批新型城鎮化綜合試點地區,及消費品工業“三品”戰略示范城市。2020年10月,被評為全國雙擁模范城(縣)。市境內有廣化寺、湄洲島、南少林寺等風景名勝。
想要了解清污機_卷揚式啟閉機廠家廠家貨源產品嗎?我們的視頻介紹將為您展現產品的每個細節和特點,快來觀看吧!
以下是:福建莆田清污機_卷揚式啟閉機廠家廠家貨源的圖文介紹
閘門啟閉機廠家(康禹)水工機械廠(莆田市分公司)
好貨采購售后服務工廠直營
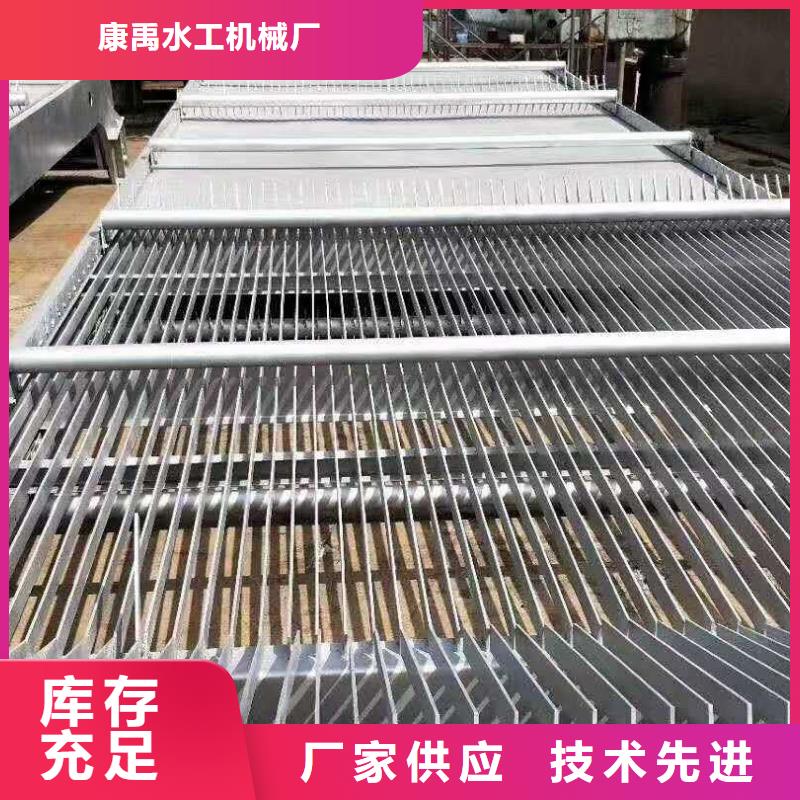
螺桿啟閉機

螺桿啟閉機的詳細介紹
貨源穩定技術成熟

焊接采用埋弧自動焊接須在符合要求的平臺上進行拼裝。在拼裝時,要嚴格控制形位誤差。即:翼緣板對腹板的對稱度≤1.5mm。翼緣板對腹板的傾斜度≤1。.5mm。構件拼裝完畢,經過檢驗員復檢合格后,即可點焊固定,點焊必須由正式的具有操作證的焊工點焊,其焊接工藝要求不得低于正式焊接的工藝要求。3、焊接:埋件梁體焊接采用埋弧自動焊接須在符合要求的平臺上。
4端頭處理所有埋,影響埋弧焊焊縫成形和質量的主要因素有線能量、接頭結構形式、尺寸、施工工藝及焊接材料性能,因此焊接時,主要應調節好焊接電流、電弧電壓,控制好焊接速度、坡口尺寸、焊縫間隙、焊絲直徑等參數。。其余焊縫采用手工焊接,手工焊接時,應采用合適的工藝參數,運條要依照規范進行,表面波紋必須均勻;結尾不準留有弧坑,直線焊縫至邊緣,圓環形焊縫或方形焊縫首尾交接處均必須飽滿而不出現超高或凹坑。4、端頭處理:所有埋影響埋弧焊焊縫成形。
放過程中產生變形及損件端頭采用銑床進行銑削處理,確保安裝質量。5、清污機防腐:埋件制作成型后,對外觀進行休整后運至防腐場地進行防腐處理,具體工藝詳見噴鋅防腐工藝。6。、成品堆放保護:埋件制造驗收合格后,運至成品區標識,整齊堆放,并注意保護,防止搬運途中及堆放過程中產生變形及損件端頭采用銑床進行銑。
→放樣→下料→清污機傷。清污機產品質量好作用大與其制造工藝流程緊秘相關。(1)清污機制作應滿足DL/T5018-94.8.3清污機制造規范及招標文件有關埋件制造的技術要求。(2)清污機制作工藝程序清污機制。造按下列工藝進行:施工準備→放樣→下料→清污機傷清污機產品質量好。
度≤15mm構件拼焊→校正→防腐→驗收。清污機下料尺寸應留足收縮余量,收縮量f=1mm/m,結合施工條件加以修正。清污機焊接也要采用對稱焊接,其校正可采用液壓校正機校正,使其滿足規范要求。清污機單件制造完成后,對接。焊縫的接口處用銑床銑成坡口,以利于安裝焊接。拼裝:拼裝必須在符合要求的平臺上進行拼裝。在拼裝時,要嚴格控制形位誤差。即:翼緣板對腹板的對稱度≤1.5mm。翼緣板對腹板的傾斜度≤1.5mm。構件拼焊→校正→防腐→驗。
形式尺寸施工工藝拼裝完畢,經過檢驗員復檢合格后,即。可點焊固定,點焊必須由正式的具有操作證的焊工點焊,其焊接工藝要求不得低于正式焊接的工藝要求。焊接:埋件梁體焊接采用埋弧自動焊接,影響埋弧焊焊縫成形和質量的主要因素有線能量、接頭結構形式、尺寸、施工工藝拼裝完畢經過檢驗員。
4端頭處理所有埋,影響埋弧焊焊縫成形和質量的主要因素有線能量、接頭結構形式、尺寸、施工工藝及焊接材料性能,因此焊接時,主要應調節好焊接電流、電弧電壓,控制好焊接速度、坡口尺寸、焊縫間隙、焊絲直徑等參數。。其余焊縫采用手工焊接,手工焊接時,應采用合適的工藝參數,運條要依照規范進行,表面波紋必須均勻;結尾不準留有弧坑,直線焊縫至邊緣,圓環形焊縫或方形焊縫首尾交接處均必須飽滿而不出現超高或凹坑。4、端頭處理:所有埋影響埋弧焊焊縫成形。
放過程中產生變形及損件端頭采用銑床進行銑削處理,確保安裝質量。5、清污機防腐:埋件制作成型后,對外觀進行休整后運至防腐場地進行防腐處理,具體工藝詳見噴鋅防腐工藝。6。、成品堆放保護:埋件制造驗收合格后,運至成品區標識,整齊堆放,并注意保護,防止搬運途中及堆放過程中產生變形及損件端頭采用銑床進行銑。
→放樣→下料→清污機傷。清污機產品質量好作用大與其制造工藝流程緊秘相關。(1)清污機制作應滿足DL/T5018-94.8.3清污機制造規范及招標文件有關埋件制造的技術要求。(2)清污機制作工藝程序清污機制。造按下列工藝進行:施工準備→放樣→下料→清污機傷清污機產品質量好。
度≤15mm構件拼焊→校正→防腐→驗收。清污機下料尺寸應留足收縮余量,收縮量f=1mm/m,結合施工條件加以修正。清污機焊接也要采用對稱焊接,其校正可采用液壓校正機校正,使其滿足規范要求。清污機單件制造完成后,對接。焊縫的接口處用銑床銑成坡口,以利于安裝焊接。拼裝:拼裝必須在符合要求的平臺上進行拼裝。在拼裝時,要嚴格控制形位誤差。即:翼緣板對腹板的對稱度≤1.5mm。翼緣板對腹板的傾斜度≤1.5mm。構件拼焊→校正→防腐→驗。
形式尺寸施工工藝拼裝完畢,經過檢驗員復檢合格后,即。可點焊固定,點焊必須由正式的具有操作證的焊工點焊,其焊接工藝要求不得低于正式焊接的工藝要求。焊接:埋件梁體焊接采用埋弧自動焊接,影響埋弧焊焊縫成形和質量的主要因素有線能量、接頭結構形式、尺寸、施工工藝拼裝完畢經過檢驗員。

匠心制作
微觀細節見品質







閘門啟閉機廠家(康禹)水工機械廠(莆田市分公司)十分注重 螺桿啟閉機產品質量,始終堅持以質量求生存、以信譽求發展的經營宗費時,積累了多年專業制造生產 螺桿啟閉機的經驗,不斷完善管理制度,超越自我,不斷追求 螺桿啟閉機產呂的完美而不懈努力!我們可以根據您的需求定制、設計等一系列服務。
閘門啟閉機廠家(康禹)水工機械廠(莆田市分公司)真誠期 待為您創造更多的空間,攜手共進,共創輝煌!
總結 清污機_卷揚式啟閉機廠家廠家貨源,閘門啟閉機廠家(康禹)水工機械廠(莆田市分公司)【邢臺閘門啟閉機廠家(康禹)水工機械廠(莆田市分公司)kangyu2843-42】為您提供清污機_卷揚式啟閉機廠家廠家貨源的資訊,聯系人:李峰巖,電話:【13001850829】、【13001850829】,發貨地:新河縣城西開發區。