


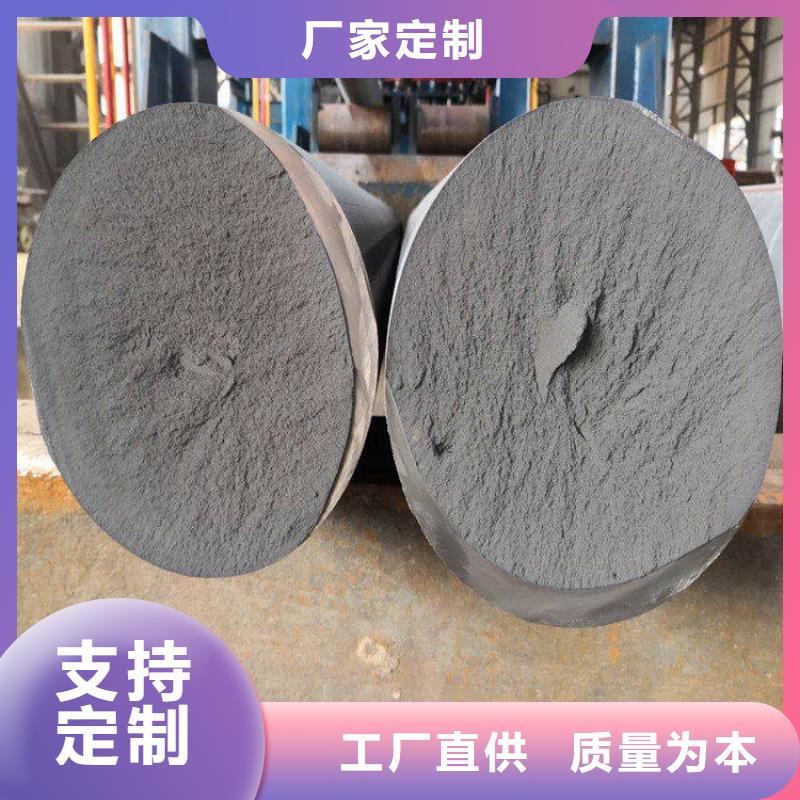
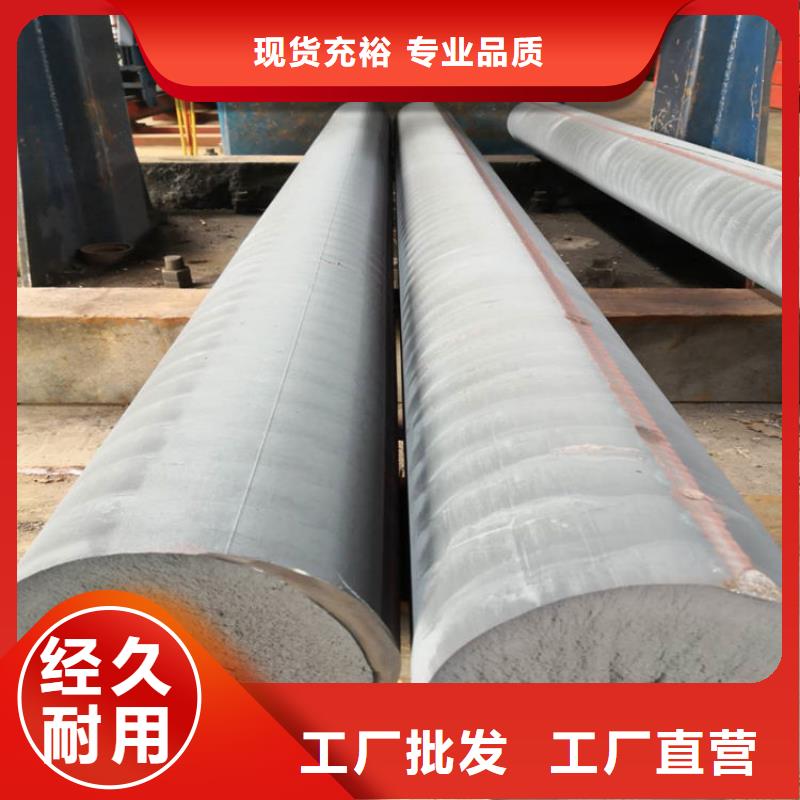

在高溫保溫期間,游高滲碳體和共晶滲碳體分解為石墨在隨后護冷過程中二次滲碳體和共析滲碳體也分解,發生石墨化過程。由于滲碳體的分解,導致硬度下降,從而提高了切削加工性;表面淬火,該工藝可以提高某些鑄件的表面硬度、耐磨性及疲勞強度。灰鑄鐵型材具有組織均勻致密;耐壓氣密性好;減磨性能強;表面質量光潔;尺寸精度高:加工余量小;硬度分布均勻;抗拉伸強度高無縮松氣孔夾渣砂眼等缺陷機械性能優越其中為顯著的特點是具有度和高韌性相結合以及優良的抗疲勞性能。 通過實施反弧度法工藝,鑄鐵型材的鼓肚現象得到有效。但由于在率次實驗過程中,剛開始生產鑄鐵型材時的拉拔速度比較慢、拉拔周期較長,使鑄鐵型材在結晶器的停留時間過長,導致在扁平方向上鑄鐵型材頂部略微向下凹,當拉拔參數調整合適時,下凹及鼓肚現象基本消失。 空心鑄鐵型材及水平連鑄裝置,在相應領域內替代砂型鑄件,這種空心鑄鐵型材的截面中部有通孔,截面輪廓形狀為圓形、矩形、多邊形。上述空心鑄鐵型材的水平連鑄裝置,其基本結構包括保溫爐、設置于爐口處的外結晶器、牽引設備組成,其特征在于在保溫爐內與外結晶器對應位置設置內結晶器。所述的內結晶器固定保溫爐下部的外壁上。
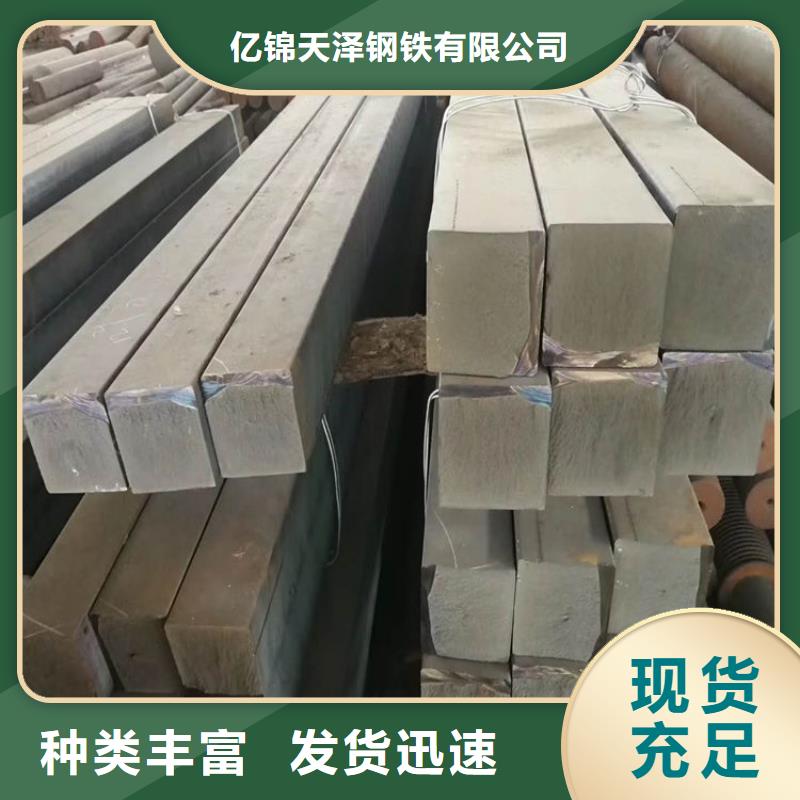
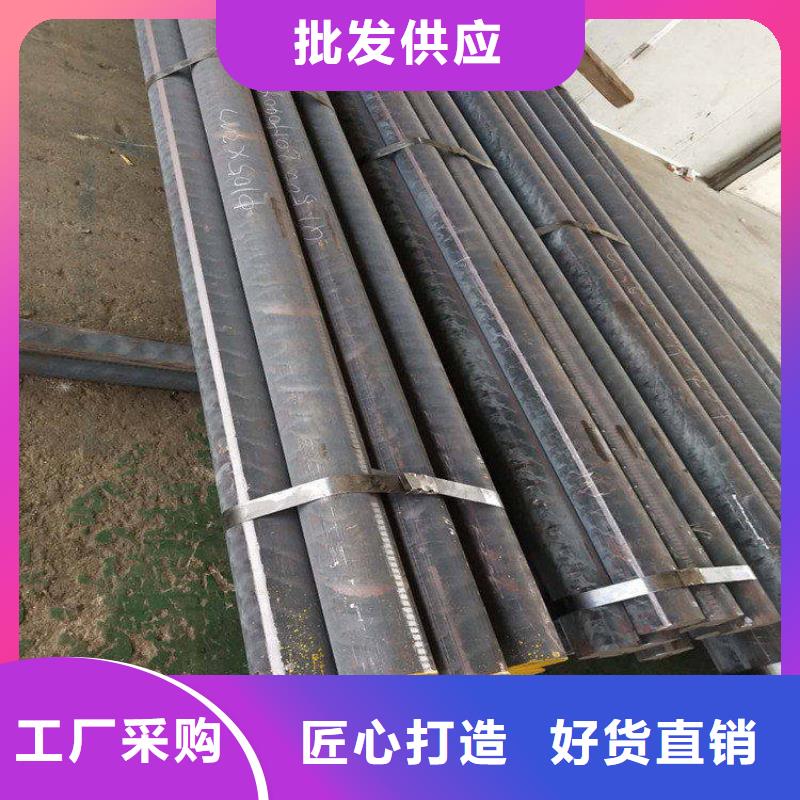
青島HT200鑄鐵圓棒廠子用于制造大型的耐壓、耐磨、耐熱零件。與普通球鐵相比,厚壁鑄鐵型材常伴隨孕育衰退、球墨畸變、石墨漂浮、元素偏析、縮松、縮孔等缺陷,成為困擾生產廠家的難題之一。 通過對不同孕育劑的孕育處理效果進行研究,分析孕育劑中不同元素對孕育衰減時間的影響,找出不同孕育劑孕育衰退的衰退規律,進而為揭示長效孕育劑機理和穩定生產厚大鑄鐵型材提供理論依據。 對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實現的,通過實施反弧度法工藝,鑄鐵型材的鼓肚現象得到有效。但由于在率次實驗過程中,剛開始生產鑄鐵型材時的拉拔速度比較慢、拉拔周期較長,使鑄鐵型材在結晶器的停留時間過長,導致在扁平方向上鑄鐵型材頂部略微向下凹,當拉拔參數調整合適時,下凹及鼓肚現象基本消失。組織更為均勻,并且其抗拉強度指標高于鑄鐵型材標準(JBT10854-2008水平連續鑄造鑄鐵型材) 性能要求。同時,伸長率指標均超過LZQT500-7規定的指標。與拉伸性能結果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。 厚壁鑄鐵型材加工成的拉伸試棒均為韌性斷裂,拉伸強度隨著孕育劑中氧化鈰含量的增加先增加后減小,在氧化鈰為20%的孕育劑處理的試棒,拉伸強度出現大值,且相較于普通75FeSi厚壁試棒的拉伸強度提高了近9%。孕育劑中氧化鈰在0~30%變化時,試棒的延伸率未有較動,但在40%時顯著提高。

