



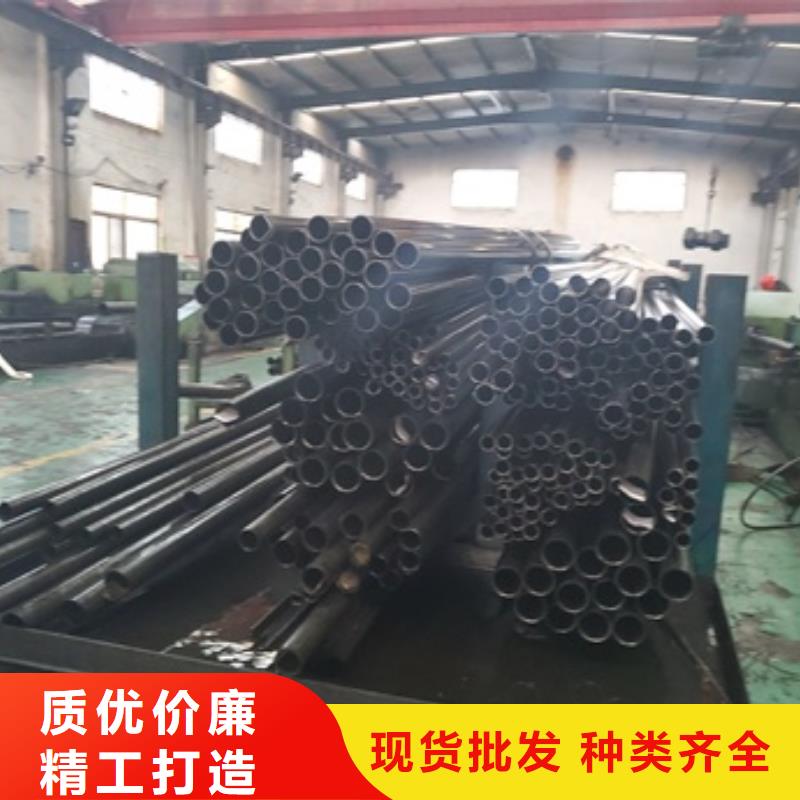
精密管軋制:將鋼材金屬坯料通過一對(duì)旋轉(zhuǎn)軋輥的間隙(各種形狀)因受軋輥的壓縮使材料截面減小,長(zhǎng)度增加的壓力加工方法。拉撥鋼材:將已經(jīng)軋制的金屬坯料(型、管、制品等)通過模孔拉撥成截面減小長(zhǎng)度增加的加工方法大多用作冷加工。將帶鋼送入12cr5moi合金鋼管機(jī)組,經(jīng)多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調(diào)整擠壓輥的壓下量,使焊縫間隙控制在1~3mm并使焊口兩端齊平。如間隙過大,則造成鄰近效應(yīng)減少,渦流熱量不足,焊縫晶間接合不良而產(chǎn)生未熔合或開裂。如間隙過小則造成鄰近效應(yīng)增大,焊接熱量過大,造成焊縫燒損;或者焊縫經(jīng)擠壓、滾壓后形成深坑,影響焊縫表面質(zhì)量。12cr5moi合金鋼管焊接溫度主要受高頻渦流熱功率的影響,高頻渦流熱功率主要受電流頻率的影響,渦流熱功率與電流激勵(lì)頻率的平方成正比;而電流激勵(lì)頻率又受激勵(lì)電壓、電流和電容、電感的影響。激勵(lì)頻率公式為:f=1/[2π(cl1/...式中:f-激勵(lì)頻率(hzc-激勵(lì)回路中的電容(f電容=電量/電壓;l-激勵(lì)回路中的電感,電感=磁通量/電流?當(dāng)輸入熱量不足時(shí),被加熱的焊縫邊緣達(dá)不到焊接溫度,12cr5moi合金鋼管組織仍然保持固態(tài),形成未熔合或未焊透;當(dāng)輸入熱時(shí)不足時(shí),被加熱的焊縫邊緣超過焊接溫度,產(chǎn)生過燒或熔滴,使焊縫形成熔洞。
")
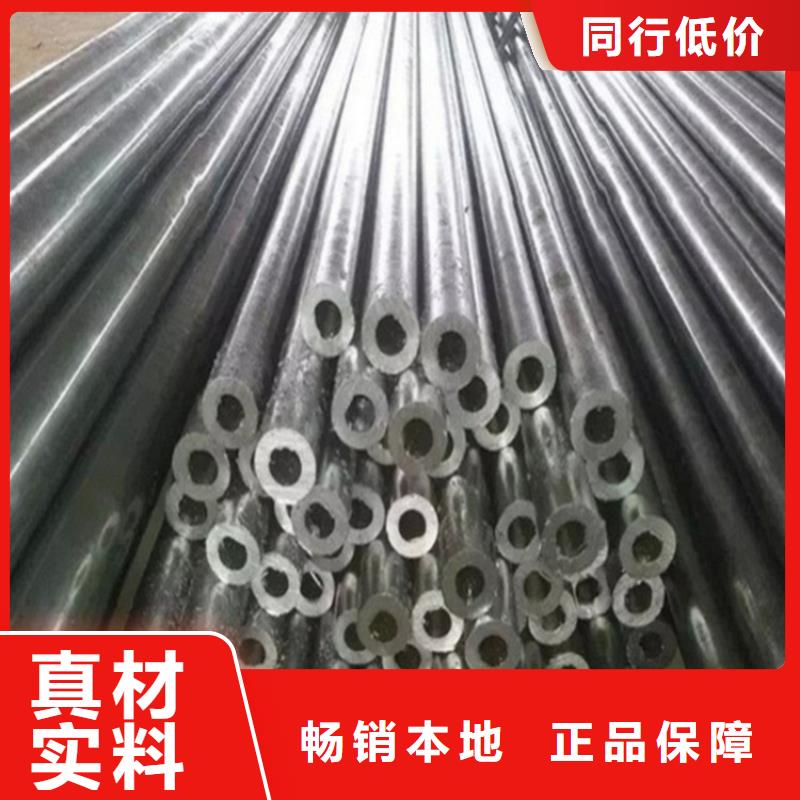
精密鋼管是一種經(jīng)過冷拔或熱軋?zhí)幚淼母呔蠕? 管材料。由于精密鋼管具有內(nèi)外壁無氧化層、高壓下無泄漏、高精度、高精加工、無冷彎變形、膨 脹、平整、無裂紋等優(yōu)點(diǎn),主要用于生產(chǎn)氣動(dòng)或液壓元件產(chǎn)品,如氣缸或油缸,可以是無縫管或焊 接管。精密管和無縫鋼管的區(qū)別油后即成、無縫鋼管主要特點(diǎn)是無縫焊接,可承受較大的壓力, 產(chǎn)品可以是很粗糙的鑄態(tài)或冷拔件 2.精密鋼管是近幾年出現(xiàn)的產(chǎn)品,主要是內(nèi)控、外壁尺寸有嚴(yán) 格的公差及粗糙度。 冷拔精密鋼管的特點(diǎn):1.外徑更小。 2.精密鋼管高可做小批量生產(chǎn) 3.冷拔成 品精度高,表面質(zhì)量好。 4.鋼管橫面積更復(fù)雜。 5.鋼管性能更優(yōu)越。金屬比較密。熱軋精密鋼 管后的區(qū)別熱軋精密鋼管用連鑄圓管坯板坯或初軋板坯作原料,經(jīng)步進(jìn)式加熱爐加熱,高壓水除鱗 后進(jìn)入粗軋機(jī),粗軋料經(jīng)切頭、尾,再進(jìn)入精軋機(jī),實(shí)施計(jì)算機(jī)控制軋制,終軋后經(jīng)過層流冷卻和 卷取機(jī)卷取,成為直發(fā)卷;成為直發(fā)卷。直發(fā)卷的頭、尾往往呈舌狀及魚尾狀,厚度,寬度精度比 較差,邊部常存在浪形、折邊、塔形等缺陷,其卷重較重,鋼卷內(nèi)徑為760mm。將直發(fā)卷經(jīng)切頭 、切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱 軋鋼卷、縱切帶等產(chǎn)品。熱軋精整卷若經(jīng)酸洗去除氧化皮并涂熱軋酸洗板卷。
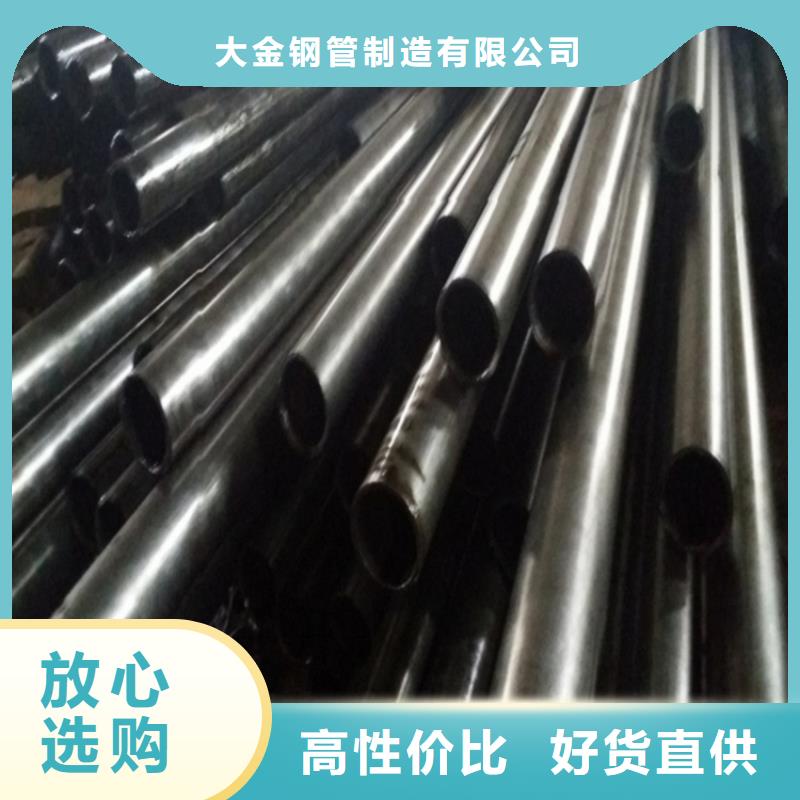
大金鋼管制造有限公司 青島精密光亮管便宜批發(fā)20#精密管在加工的過程中要不斷的進(jìn)行折彎,但是由于折彎性要求鋼管必須非常柔軟,我們20#精密鋼管廠會(huì)在20#精密鋼管生產(chǎn)的過程中加入適當(dāng)?shù)难趸c,這種化學(xué)物品就是對(duì)鋼管之類的管子在退火的時(shí)候幫助彎曲,增加柔韌和靈活性。這樣退貨完成,才能進(jìn)行機(jī)器折彎。但是折彎操作也是要分時(shí)候的, 在溫度比較高的中午進(jìn)行。那么具體的我們大家可以看一下介紹! ,20#精密鋼管如何進(jìn)行切斷 1.20#精密鋼管切斷以及沖壓:由于20#精密鋼管比一般材料強(qiáng)度高,所以沖壓以及剪切時(shí)需要更高的壓力,而刀與刀間隙準(zhǔn)確時(shí)才能不發(fā)生切變不良和加工硬化, 采用等離子或激光切斷。 2.當(dāng)不得不采用氣割或電弧切斷時(shí),20#精密鋼管加工焊接之前應(yīng)徹底除掉有害于焊接的銹 、油、水份、油漆等,選定適合鋼種的焊條。點(diǎn)焊時(shí)間距比碳鋼點(diǎn)焊間距短,除掉焊渣時(shí)應(yīng)使用20#精密鋼管刷。
")
")
