
我們的螺旋管,無縫鋼管的圖文介紹視頻現已上線,它比任何文字描述都能更直觀地展示產品的魅力。請點擊觀看。
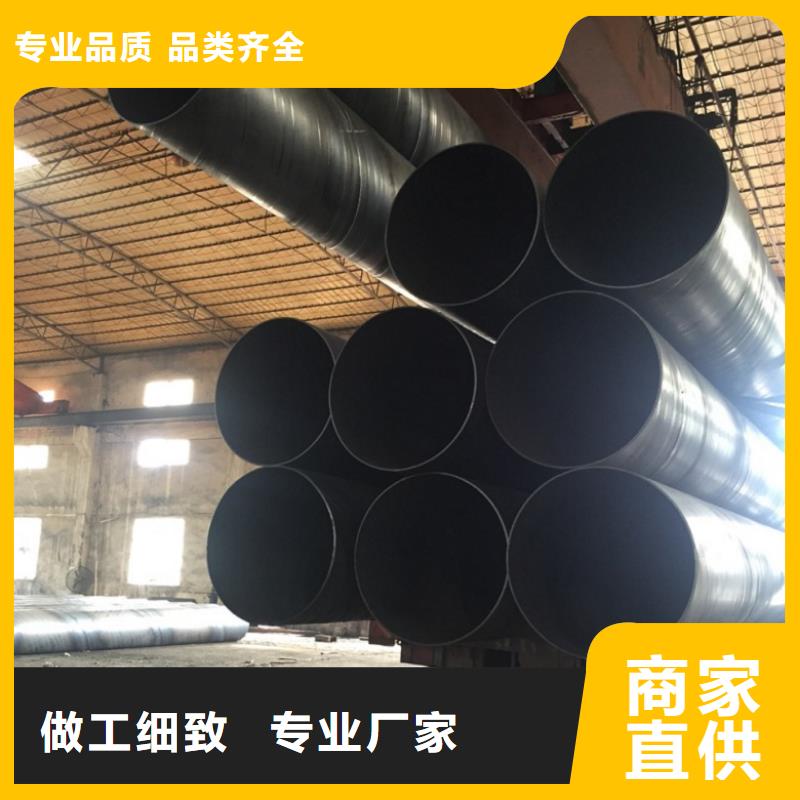
以下是:河北秦皇島螺旋管,無縫鋼管的圖文介紹的圖文介紹

聚力群達金屬材料(秦皇島市分公司)自成立以來,主要致力于 光亮扁鋼等產品的生產與加工。公司成產以來,始終以“精心服務、客戶至上、銳意進取”的經營理念,堅持“客戶至上”的原則為同行提供配套服務。您的需要就是我們的服務,您的滿意就是我們的目標,我們堅信,未來你您的支持下,我們的事業會更加輝煌,我們以準備好,以、及時、的服務為客戶提供優質的服務。


9711標準:
9711標準也就是我們常說的國標,人們也習慣稱為國標螺旋焊管,主要應用于石油天然氣等行業,對于直徑在508以下的要求偏差范圍,是上下12.5%508以上的螺旋焊管是上下10%。
二、河北秦皇島當地5037標準:
5037標準就是我們常說的部標,也是我們 的標準,然們習慣稱為部標螺旋焊管,主要是應用于壓力非常小的流體工程,對于直徑在508以下的要求偏差范圍,是上下12.5%508以上的螺旋焊管是上下10%。
目前很多螺旋管廠家為了便利生產,一般都是按照實際壁厚生產,這一點一定要注意。



螺旋管的埋弧焊接全進程分析:
埋弧焊是使用電弧熱能進行焊接的,與手藝焊條電弧焊不同的是:埋弧焊的焊絲是暴露的,上面沒有涂料,埋弧焊確實焊劑是預先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下焚燒的。
焊絲與工件觸摸,按下發動按動鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧點燃,焊接小車向前進,焊絲接連下向運送,保持電弧在焊劑層下焚燒,在電弧下方構成焊接熔池。在電弧周圍,焊劑熔化構成一個空泛,.這個空泛和熔池不斷前進,而熔池后方的金屬凝結,構成接連的焊縫。
螺旋焊管厚度偏差范圍是與執行標準有一定關系的,目前市場上的螺旋焊管主要執行標準為9711標準和5037標準兩種,這兩種偏差范圍是不一樣的。

