波形護(hù)欄訂購(gòu)熱線(xiàn)
更新時(shí)間:2025-06-05 13:03:42 ip歸屬地:泉州,天氣:多云轉(zhuǎn)晴,溫度:23-28 瀏覽次數(shù):11
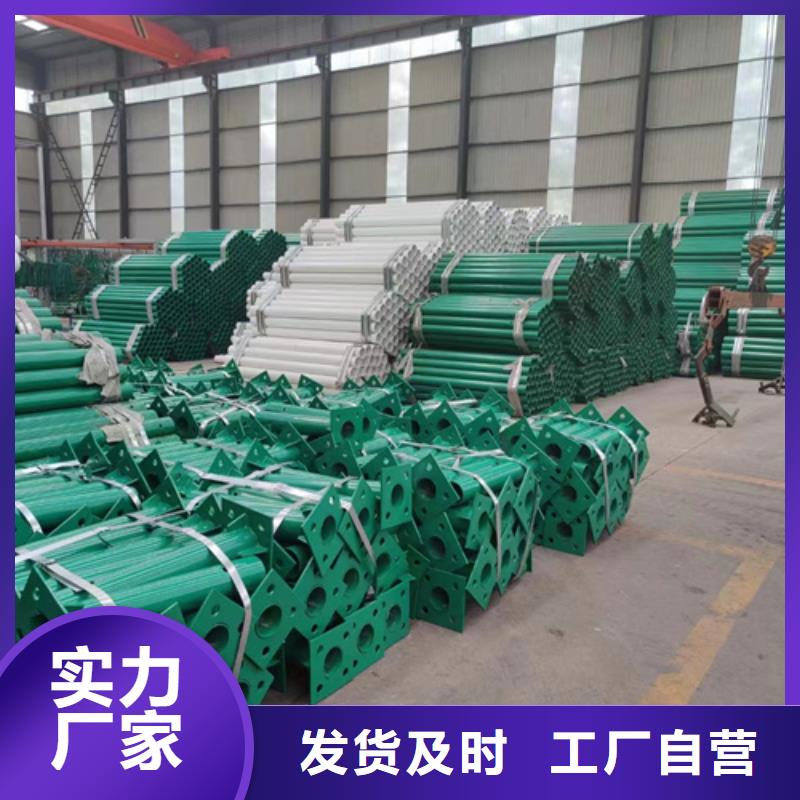
以下是:波形護(hù)欄訂購(gòu)熱線(xiàn)的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 20/件 |
|---|
| 發(fā)貨期限 | 1-7 |
|---|
| 供貨總量 | 50986 |
|---|
| 運(yùn)費(fèi)說(shuō)明 | 電聯(lián) |
|---|
| 質(zhì)量等級(jí) | A |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | 齊全 |
|---|
| 產(chǎn)品規(guī)格 | 齊全 |
|---|
| 發(fā)貨城市 | 全國(guó) |
|---|
| 產(chǎn)品產(chǎn)地 | 山東 |
|---|
| 產(chǎn)品型號(hào) | 齊全 |
|---|
| 可售賣(mài)地 | 全國(guó) |
|---|
| 是否進(jìn)口 | 否 |
|---|
| 范圍 | 供應(yīng)范圍覆蓋福建省 福州市、廈門(mén)市、泉州市、漳州市、龍巖市、寧德市、南平市、莆田市、三明市 鯉城區(qū)、豐澤區(qū)、洛江區(qū)、泉港區(qū)、惠安縣、安溪縣、永春縣、德化縣、金門(mén)縣、石獅市、晉江市、南安市等區(qū)域。 |
|---|
以下是:波形護(hù)欄訂購(gòu)熱線(xiàn)的圖文視頻
廣順交通設(shè)施(泉州市分公司)
黃春妙:???????????
導(dǎo)讀 波形護(hù)欄訂購(gòu)熱線(xiàn)_廣順交通設(shè)施(泉州市分公司),聯(lián)系人:黃春妙,工業(yè)園 發(fā)貨到 福建省 福州市、廈門(mén)市、泉州市、漳州市、龍巖市、寧德市、南平市、莆田市、三明市 鯉城區(qū)、豐澤區(qū)、洛江區(qū)、泉港區(qū)、惠安縣、安溪縣、永春縣、德化縣、金門(mén)縣、石獅市、晉江市、南安市。 福建省,泉州市 泉州市歷史悠久,經(jīng)濟(jì)開(kāi)發(fā)早在周秦時(shí)期就已開(kāi)始。三國(guó)吳永安三年(260年),在今南安市豐州鎮(zhèn)置東安縣治。西晉末年,中原戰(zhàn)亂,士族大批入泉。南朝梁天監(jiān)間(502—519年)置南安郡作郡治,為本地設(shè)置縣、郡治之始。宋元時(shí)期,泉州一度成為世界大港。泉州市境內(nèi)有靈山圣墓、開(kāi)元寺、洛陽(yáng)橋、安平橋、崇武古城等景點(diǎn),作為古代“海上絲綢之路”的起點(diǎn)城市,擁有海絲國(guó)際藝術(shù)節(jié)舉辦權(quán)。是首批歷史文化名城、首屆東亞文化之都、是世界遺產(chǎn)城市、文化生態(tài)保護(hù)區(qū)、全國(guó)文明城市、衛(wèi)生城市。
欄訂購(gòu)熱線(xiàn)")
欄訂購(gòu)熱線(xiàn)")
欄訂購(gòu)熱線(xiàn)")
展望未來(lái),<泉州>廣順交通設(shè)施有限公司不是一味的追求什么規(guī)模,而是生產(chǎn)出優(yōu)質(zhì)泉州波形護(hù)欄板,標(biāo)志牌,鄉(xiāng)村安保工程,生命安防工程產(chǎn)品,為客戶(hù)服務(wù),讓客戶(hù)心中永遠(yuǎn)記得有這樣一個(gè)重質(zhì)量,守誠(chéng)信的單位,永遠(yuǎn)存在于廣大客戶(hù)的心中。
欄訂購(gòu)熱線(xiàn)")
欄訂購(gòu)熱線(xiàn)")
焊接時(shí)盡量做到不擺動(dòng)、 多道焊接, 以減少焊接過(guò)程中的成分稀釋。 不銹鋼復(fù)合鋼管的焊接坡口原則上采用機(jī)械加工, 在施工現(xiàn)場(chǎng)時(shí)也可采用等離子弧切割和火焰切割等方法來(lái)加工坡口, 但是需要留有足夠的加工余量以備坡口加工面的氧化層和過(guò)熱層。 從焊接工藝的角度,不銹鋼復(fù)合鋼管可以采用焊條電弧焊進(jìn)行焊接, 也可以采用埋弧焊結(jié)合焊條電弧焊的焊接工藝。 內(nèi)襯不銹鋼復(fù)合鋼管過(guò)渡層的熔融金屬成分復(fù)雜,為了使金屬成分的梯度不至于過(guò)大, 因此, 采用熱輸入稍大的 SMAW 焊。 過(guò)渡層焊接的焊條宜選擇工藝性能較好的酸性焊條 E4303, 標(biāo)準(zhǔn) 2.5 mm。 不銹鋼復(fù)合鋼管采用 V 形坡口單面焊接工藝時(shí), 基層部分的焊接也應(yīng)選取高鉻鎳奧氏體焊材, 否則會(huì)在基層與過(guò)渡層及坡口部分焊縫熔合區(qū)形成馬氏體組織, 甚至出現(xiàn)微裂紋。 為減小焊縫金屬熔合比, 基層焊接應(yīng)采用較小的焊接線(xiàn)能量分道焊接, 盡可能地減少電弧在坡口處的停留時(shí)間。
欄訂購(gòu)熱線(xiàn)")
總結(jié) 選購(gòu)波形護(hù)欄訂購(gòu)熱線(xiàn)來(lái)福建省泉州市找廣順交通設(shè)施(泉州市分公司),我們是廠家直銷(xiāo),產(chǎn)品型號(hào)齊全,確保您購(gòu)買(mǎi)的每一件產(chǎn)品都符合高標(biāo)準(zhǔn)的質(zhì)量要求,選擇我們就是選擇品質(zhì)與服務(wù)的雙重保障。聯(lián)系人:黃春妙-【18762195566】,地址:[工業(yè)園]。