


更新時間:2025-05-24 11:14:30 ip歸屬地:衢州,天氣:多云,溫度:18-27 瀏覽次數:1 公司名稱:聊城 浩融金屬制品廠有限公司(衢州分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 品牌 | 浩融金屬 |
| 產地 | 山東 |
| 是否進口 | 否 |


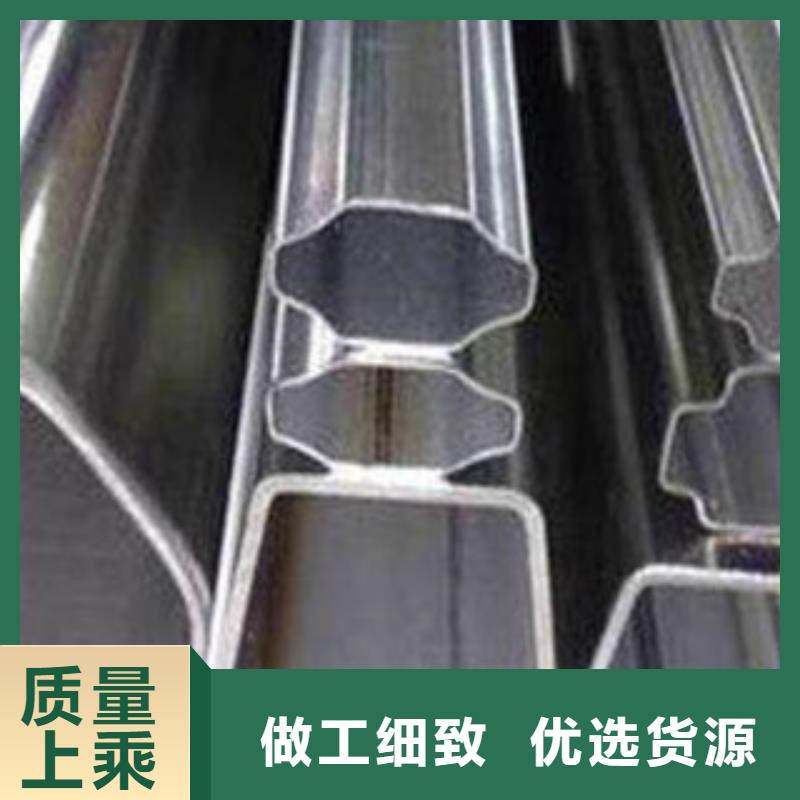




異型管形狀缺陷的九點控制方法
異型管生產中我們應該考慮對板坯形狀缺陷的控制,常見的形狀缺陷有鼓肚、凹陷等。要控制這一缺陷,我們可以從以下九個方面著手:一、盡量控制鋼中碳含量避開包晶反應區,向上限或下限控制。
二、根據異型管鋼種特性選用合適的保護渣,適當提高結晶器保護渣黏度,提高保護渣傳熱均勻性,保護渣加入時堅持勤加少加原則。
三、監測振動平穩性,保證振動橫向偏擺不大于0.2mm,縱向偏擺不大于0.4mm。
四、控制好異型管鋼水過熱度,確定合適的拉速制度,防止溫度過高、拉速過快造成的坯殼過薄。
五、為大面偏離角的嚴重凹陷,應做好扇形段液壓系統的維護、點檢,防止液壓失壓或扇形段抬起。提高扇形段夾輥質量并做好日常點檢,防止夾輥斷裂,偏離角部位出現嚴重凹陷后應立即停機,避免損失過大。停機后處理液壓系統故障或更換扇形段。
六、嚴格水口裝配,保證水口對中良好,防止偏流,保證異型管均勻凝固。
七、保證結晶器水縫均勻,提高結晶器材質,防止結晶器磨損嚴重及鍍層脫落,結晶器實施弱冷冷卻,合理控制冷卻強度。
八、提高扇形段順弧精度,尤其是結晶器與零段,發現零段夾輥彎曲嚴重及時進行更換。
九、適當增加窄面足輥與鑄坯的接觸程度,防止異型管鼓肚,但足輥不應調整過硬,否則可能造成拉坯阻力大。



浩融金屬制品廠有限公司(衢州分公司)憑借現代的管理模式安定 防腐鋼管質量、雄厚的技術力量、合理的 防腐鋼管價格、優質的服務、加上新老客戶的關心和支持,使本公司邁上了新的臺階,在激烈的市場競爭中,敢于爭先、奮勇直前。


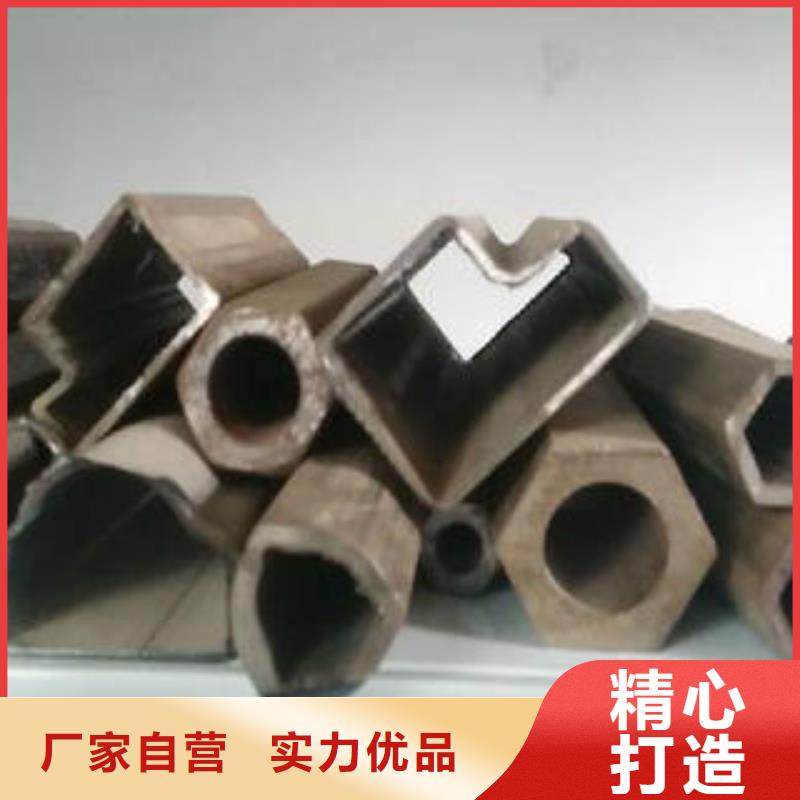
異型管冷彎成型的工藝要點
(一)量元素
為了提高異型管焊接的抗冷裂性能和低溫韌性,降低含碳量是很有效的措施。但是,降低含碳量又會影響鋼材的強度。為了彌補這一缺陷,在鋼材冶煉過程中,可通過加入多種量元素,特別是B等能對材料淬透性有強烈影響的元素,來提高材料的淬透性。這樣處理的調質鋼,不僅具有足夠高的強度,而且具有良好的塑性和韌性。所以為了達到相同的強度,高強鋼所需的合金元素含量比正火鋼低,熱影響區淬硬傾向小,冷裂紋敏感性低。S、P和雜質對加工性能有一定的影響,其中非金屬夾雜物在軋制時會沿軋制方向形成纖維狀組織,在輥式冷彎成型時易產生邊角部裂紋。
(二)冷彎缺陷
異型管冷彎成型過程是一個十分復雜的過程,如果設計不合理,在調試過程中會出現邊部波浪,袋形波,縱向彎曲,角部皺褶,裂紋及扭曲等變形缺陷,這些問題往往在調試生產過程中才能發現,而一旦發現這些問題必須很好地解決,否則變形缺陷的存在會進一步破壞異型管鋼板的冷彎成型工藝性。



工件可放置在封閉的空間(經抽真空或內部氣體環境在控制下);
激光束可聚焦在很小的區域,可焊接小型且間隔相近的部件;
可焊材質種類范圍大,亦可相互接合各種異質材料;
易于以自動化進行高速焊接,亦可以數位或電腦控制;
焊接薄材或細徑線材時,不會像電弧焊接般易有回熔的困擾;
不受磁場所影響(電弧焊接及電子束焊接則容易),能的對準焊件;
可焊接不同物性(如不同電阻)的兩種金屬;
不需真空,亦不需做X射線防護;
若以穿孔式焊接,焊道深一寬比可達10:1;
可以切換裝置將激光束傳送至多個工作站



焊接性
指管材在特定結構和工藝條件下通過常用焊接方法獲得預期質量要求的焊接接頭的性能。焊接性一般根據焊接時產生的裂紋敏感性和焊縫區力學性能的變化來判斷。
沖壓性
指異型管經過沖壓變形而不發生裂紋等缺陷的性能。為保證制品的質量和工藝的順利進行,用于沖壓的金屬板、帶等必須具有合格的沖壓性能。
冷彎性
異型管材料在常溫下能承受彎曲而不破裂的性能,稱為冷彎性。出現裂紋前能承受的彎曲程度愈大,則材料的冷彎性能愈好。