您的位置>首頁(yè) >商洛當(dāng)?shù)禺a(chǎn)品頻道 >
規(guī)格齊全的不銹鋼絎磨管廠家
更新時(shí)間: 2025-06-21 12:51:19 ip歸屬地:商洛,天氣:多云,溫度:17-30 瀏覽次數(shù):12
以下是:陜西省商洛市規(guī)格齊全的不銹鋼絎磨管廠家的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 5900/噸 |
|---|
| 發(fā)貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
|---|
| 小起訂 | 0.1噸 |
|---|
| 質(zhì)量等級(jí) | |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | 20# |
|---|
| 產(chǎn)品品牌 | 九冶 |
|---|
| 發(fā)貨城市 | 聊城 |
|---|
| 產(chǎn)品產(chǎn)地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣(mài)地 | 全國(guó) |
|---|
| 產(chǎn)品顏色 | 金屬色 |
|---|
| 適用領(lǐng)域 | 油缸 機(jī)械加工 |
|---|
| 是否進(jìn)口 | 否 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質(zhì) | 20#/45#/16Mn/27SiMn/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 是 |
|---|
| 范圍 | 的不銹鋼絎磨管生產(chǎn)基地位于【聊城】,供應(yīng)范圍覆蓋陜西省 西安市、寶雞市、咸陽(yáng)市、延安市、漢中市、榆林市、銅川市、商洛市、安康市 商州區(qū)、洛南縣、丹鳳縣、商南縣、鎮(zhèn)安縣、柞水縣等區(qū)域。 |
|---|
以下是:陜西省商洛市規(guī)格齊全的不銹鋼絎磨管廠家的圖文視頻
導(dǎo)讀 【安達(dá)】業(yè)務(wù)覆蓋多元場(chǎng)景,提供以下產(chǎn)品和服務(wù):西安珩磨管加工廠、寶雞活塞桿廠家、咸陽(yáng)航磨管、漢中不銹鋼油缸管、商州珩磨管報(bào)價(jià)、柞水45號(hào)無(wú)縫薄壁絎磨管等。規(guī)格齊全的不銹鋼絎磨管廠家,液壓機(jī)械(商洛市分公司)【聊城液壓機(jī)械(商洛市分公司)jiuye3256-42】為您提供規(guī)格齊全的不銹鋼絎磨管廠家產(chǎn)品案例,聯(lián)系人:高經(jīng)理,發(fā)貨地:遼河路燕山路交叉口南500米東首。 陜西省,商洛市 商洛市,別稱(chēng)鶴城、上洛、商州,陜西省轄地級(jí)市,位于陜西東南部,秦嶺南麓,鄂豫兩省交界處,東與河南省的靈寶、盧氏、西峽、淅川接壤;南與湖北省十堰市鄖陽(yáng)區(qū)、鄖西縣相鄰;西、西南與陜西省安康市的漢濱區(qū)、寧陜縣、旬陽(yáng)市和西安市的長(zhǎng)安區(qū)、藍(lán)田縣相臨,北與渭南市的潼關(guān)、華陰、華州區(qū)相連,總面積19292平方千米,占陜西省總面積的9.36%。截至2022年10月,商洛市轄1個(gè)市轄區(qū)、6個(gè)縣。截至2022年末,商洛市常住人口為202.06萬(wàn)人。
規(guī)格齊全的商洛不銹鋼絎磨管廠家
<商洛>九冶管業(yè)有限公司
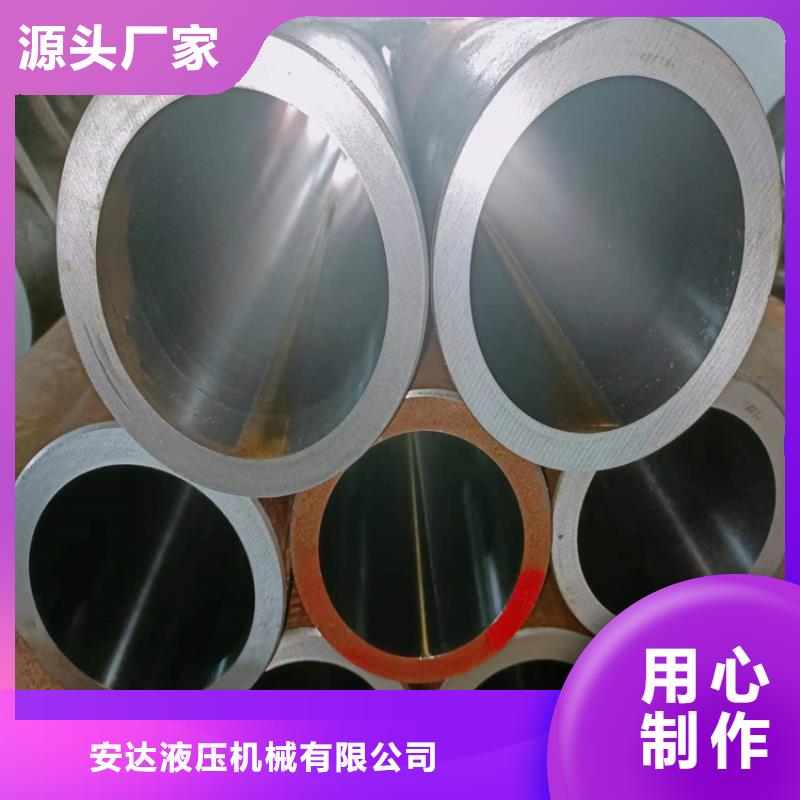
現(xiàn)在市面上生產(chǎn)的冷拔20#絎磨管,大多數(shù)都是采用熱處理工藝制造而成的,前奏需要進(jìn)行真空退火,退火的溫度越低,則對(duì)于真空度的要求越高,在此過(guò)程中,需要經(jīng)過(guò)很為復(fù)雜的過(guò)程,相對(duì)而言,冷拔20#絎磨管對(duì)于技術(shù)方面的要求要高出許多,所以,這種管道材料在質(zhì)量的方面才會(huì)具有如此顯著的優(yōu)勢(shì)。高精密絎磨管的高強(qiáng)度具體表現(xiàn)如果選擇了普通的鋼管,那么你所訂購(gòu)的鋼管,與你所收到的鋼管,型號(hào)方面會(huì)出現(xiàn)很大的誤差。甚至在一條鋼管上的不同部分,內(nèi)徑或者是壁厚,都會(huì)出現(xiàn)很大的差距。這樣的管道,在使用的過(guò)程中,肯定會(huì)帶來(lái)很多的問(wèn)題。但是高精密絎磨管不同,這種鋼管對(duì)于管道,任何部分的標(biāo)準(zhǔn),都有非常嚴(yán)格的要求。雖然高精密絎磨管,同樣也是無(wú)法,管道每個(gè)方面的尺寸,都完全符合這個(gè)標(biāo)準(zhǔn)。但是高精密絎磨管,卻是可以將誤差,控制在一個(gè),非常小的范圍以?xún)?nèi)。在一般情況下,這個(gè)誤差都不會(huì),超過(guò)兩個(gè)標(biāo)準(zhǔn)的單位,這對(duì)于大多數(shù)行業(yè)來(lái)說(shuō),就已經(jīng)足夠了
格齊全的商洛不銹鋼絎磨管廠家")
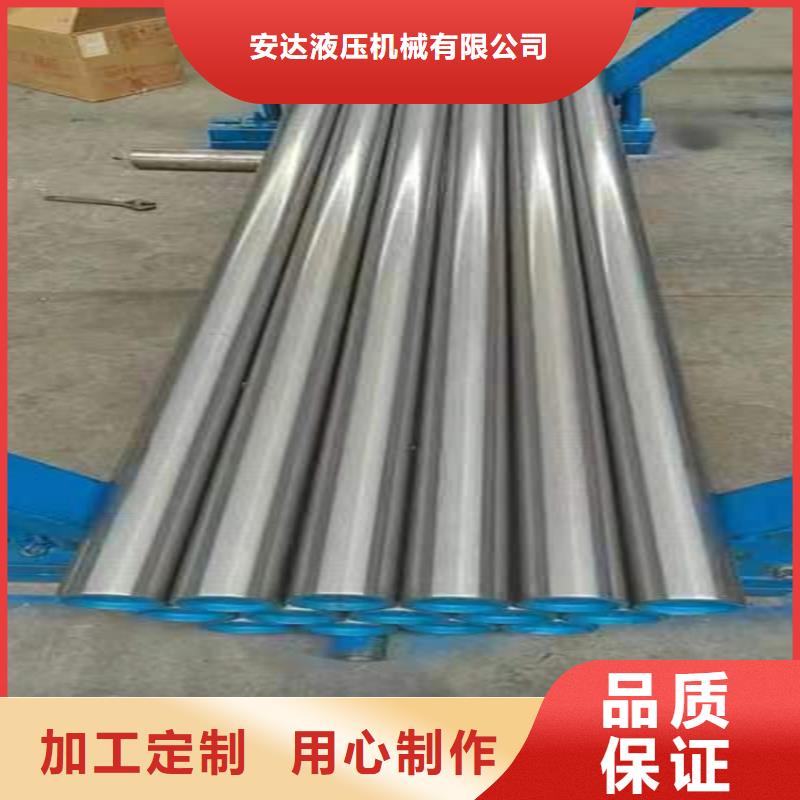
無(wú)論用何種加工方法加工,在零件表面總會(huì)留下微細(xì)的凸凹不平的刀痕,出現(xiàn)交錯(cuò)起伏的峰谷現(xiàn)象,滾壓加工原理:它是一種壓力光整加工,是利用金屬在常溫狀態(tài)的冷塑性特點(diǎn),利用滾壓工具對(duì)工件表面施加一定的壓力,使工件表層金屬產(chǎn)生塑性流動(dòng),填入到原始?xì)埩舻牡桶疾ü戎校_(dá)到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細(xì),形成致密的纖維狀,并形成殘余應(yīng)力層,硬度和強(qiáng)度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無(wú)切削的塑性加工方法。45#絎磨管表面熱處理具體定義 ,
格齊全的商洛不銹鋼絎磨管廠家")
規(guī)格齊全的商洛不銹鋼絎磨管廠家
45#絎磨管無(wú)需加工可直接用于液壓油缸套缸體,油缸拉桿等液壓油缸產(chǎn)品。絎磨精度高,內(nèi)孔精度H7-H10內(nèi)孔粗糙度小于0.63nm,標(biāo)準(zhǔn)直線度小于0.3mm/m.。高精度珩磨管應(yīng)用于液壓,缸筒,管線,紡織,印刷,減震,精密軸套等高精度機(jī)械領(lǐng)域,45#絎磨管內(nèi)表面與活塞密封是引起液壓油缸內(nèi)瀉的主要因素,如果絎磨管內(nèi)產(chǎn)生縱向拉痕,即使更新的活塞密封,也不能有效的排除故障,絎磨管內(nèi)表面主要檢查尺寸公差、行位公差是否滿(mǎn)足技術(shù)要求,有無(wú)縱向拉痕,并測(cè)量拉痕深度,采取相應(yīng)解決辦法。
總結(jié) 選購(gòu)規(guī)格齊全的不銹鋼絎磨管廠家來(lái)陜西省商洛市找液壓機(jī)械(商洛市分公司)【聊城液壓機(jī)械(商洛市分公司)jiuye3256-42】,我們是廠家直銷(xiāo),產(chǎn)品型號(hào)齊全,確保您購(gòu)買(mǎi)的每一件產(chǎn)品都符合高標(biāo)準(zhǔn)的質(zhì)量要求,選擇我們就是選擇品質(zhì)與服務(wù)的雙重保障。聯(lián)系人:高經(jīng)理-【17706353138】,地址:[遼河路燕山路交叉口南500米東首]。