

為了給您提供更的聚丙烯粗纖維廠家地址服務為先產品信息,我們上傳了的產品視頻。看視頻,選購不迷路。
以下是:聚丙烯粗纖維廠家地址服務為先的圖文介紹
金鴻耀工程材料(十堰市分公司)嚴格信守平等互利、質量為先、用戶至上的原則,為用戶提供熱情周到的服務,協助指導用戶安裝、調試并幫助用戶跟蹤服務解決 雙壁打孔波紋管實際問題。嚴格執行完善的售前、售中、售后服務,做到讓客戶省心、省時、省力。公司誠信、實力、品質、獲得認可,至此歡迎各界朋友蒞臨參觀、指導和業務洽談。



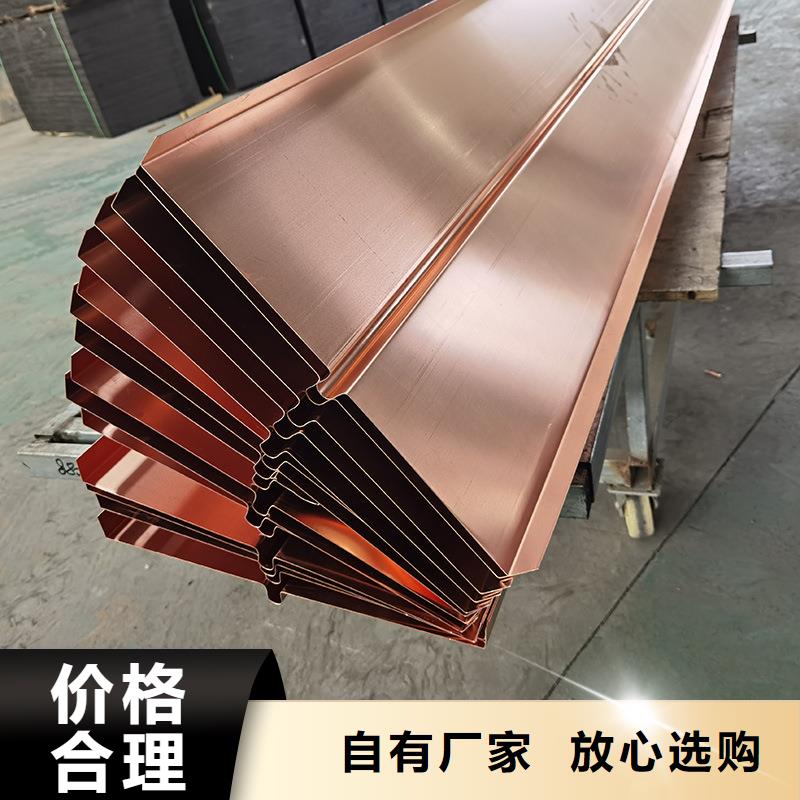
止水銅片紫銅片止水帶 止水銅片 紫銅止水帶價格 按型狀分為平板型止水帶(中部為平板的止水帶)止水帶不同形狀示意圖止水帶不同形狀示意圖變形型止水帶(能夠適應接縫變形的止水帶,又分為封閉型(中心孔等)和開敞型(中心變形體不封口)兩種,開敞型包括W型、F型、Ω型、波型等)一、銅板止水帶應平整,表面的浮皮、銹污、油漬均應干凈。如有砂眼、釘孔、裂紋應予焊補。二、銅板止水帶現場接長宜用搭接焊。搭接長度應不小于20mm,且應雙面焊接(包括“鼻子”部分)。經試驗能夠保證質量亦可采用對接焊接,但均不得采用手工電弧焊。三、焊接接頭表面應光滑、無砂眼或裂紋,不滲水。在工廠加工的接頭應抽查,抽查數量不少于接頭總數的20%。在現場焊接的接頭,應逐個進行外觀和滲透檢查。四、銅板止水帶安裝應準確、牢固,其“鼻子”中心線與接縫中心線偏差±5㎜。定位后應在“鼻子”空腔內填滿塑性材料。五、紫銅止水帶接頭必要時進行強度檢查,抗拉強度不應低于母材強度的75%。六、紫銅止水帶與PVC止水帶接頭,宜采用螺栓栓接法(俗稱塑料包紫銅),栓接長度不宜小于35cm。七、紫銅止水帶安裝應由模板夾緊定位,支撐牢固。水平止水片(帶)上或下50cm范圍內不宜設置水平施工縫。如無法避免,應采取措施把止水帶埋入或留出。



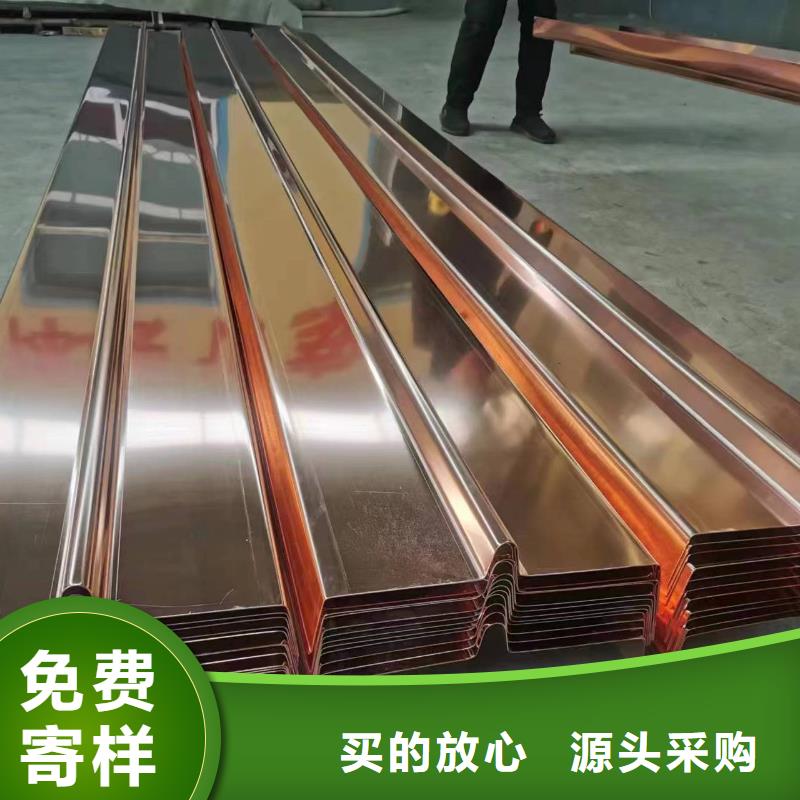
止水銅片按設計形狀、尺寸,止水銅片采用專門成型機,將99.9%的工業優質純銅根據需要長度加工擠壓整體成型,確保成型質量。加工時,盡量減少接頭數目(同時需要考慮物流運輸的便利)。擠壓加工成型的紫銅止水長度大,容易發生扭曲變形,為避免發生此現象,應盡可能靠近工作面加工,成品出口處設置托架。對于異型接頭,在現場根據實際需要進行加工和連接。 銅片止水的連接方式,根據連接對象不同,連接方式也存在差異。在施工現場,主要的連接分為止水銅片與止水銅片的連接,以及止水銅片與橡膠止水帶的連接。止水銅片的連接方式采用搭接焊接,焊接時采用紫銅焊條氣焊,雙面焊接。氣焊應預熱,預熱溫度約為400℃~500℃,氣焊時,使用硼酸鹽、鹵化物或二者的混合物作為焊劑,焰心離開工作表面的距離應保持在2mm~4mm,焊后沿焊縫兩側100mm范圍內進行熱錘擊。水平止水之間連接時,搭接長度大于20mm,水平紫銅片與垂直紫銅片連接時,搭接長度大于70mm。焊接接頭應保證表面光滑、無孔洞和縫隙、并檢查是否有漏焊、欠焊等缺陷,保證紫銅止水片不漏水。 止水銅片與橡膠止水的連接一般為垂直連接,連接方法采用氯丁膠粘接,粘接長度大于70mm,粘接前,將橡皮止水的凸起割掉形成平面,用手挫打毛,然后將粘接面涂上氯丁膠進行粘接,粘接必須牢固,防止裂縫。粘接后,將表面用螺栓加鐵板進行固定。


止水銅片的焊接所用的電壓、電流、焊速、弧高四者是焊接質量的決定性因素,四者選擇恰當,才能有 適當的溫度和良好的熔化,止水銅片才能保證止水銅板焊縫與封底的質量要求。 1.電壓:焊1.5毫米厚的止水銅片,采用28-35伏。彎邊高電壓可較大,彎邊低電壓可較小。 2.電流:采用140-190安培 3.焊速:以每分鐘0.8-1米為適。 4.弧高:一般弧高8-10毫米,起焊在100毫米范圍,收焊時,速度更快些,避免穿孔。 對紫銅止水帶施焊時應以熔邊的中心線作為焊接中心這樣才嫩更好的熔化和封底。



