
產(chǎn)品詳細(xì)介紹
加工")
融拓金屬材料(壽縣分公司)技術(shù)力量雄厚,設(shè)備先進(jìn), 合金鋼板生產(chǎn)工藝規(guī)范,檢測(cè)手段齊全,各項(xiàng)管理嚴(yán)格,加之多品種、系列化的配套服務(wù),重質(zhì)量、守信譽(yù)的經(jīng)營(yíng)戰(zhàn)略,給企業(yè)帶來(lái)了勃勃生機(jī),成為六安壽縣創(chuàng)稅大戶。 企業(yè)衷心感謝各界朋友對(duì)我方 合金鋼板產(chǎn)品的信任與支持,在今后的交往中,我們將一如既往,以“優(yōu)異的 合金鋼板產(chǎn)品、良好的信譽(yù)、貼心的服務(wù)”奉獻(xiàn)給用戶,造福社會(huì)。
加工")
加工")
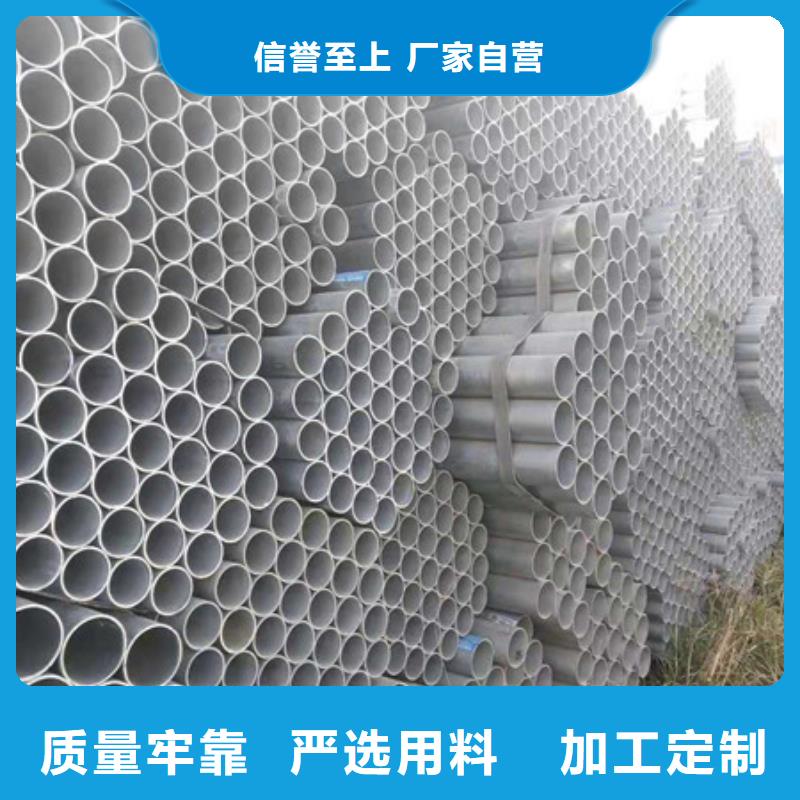
鍍鋅鋼管鍍鋅可增加鋼管的抗腐蝕能力,延長(zhǎng)使用壽命。
鍍鋅管的用途很廣,除作輸水、煤氣、油等一般低壓力流體的管線管外,還用作石油工業(yè)特別是海洋油田的油井管、輸油管,化工焦化設(shè)備的油加熱器、冷凝冷卻器、煤餾洗油交換器用管,以及棧橋管樁、礦山坑道的支撐架用管等。
性能影響
1、碳;含碳量越高,鋼的硬度就越高,但是它的可塑性和韌性就越差。
2、硫;是鋼中的有害雜物,含硫較高的鋼在高溫進(jìn)行壓力加工時(shí),容易脆裂,通常叫作熱脆性。
3、磷;能使鋼的可塑性及韌性明顯下降,特別的在低溫下更為嚴(yán)重,這種現(xiàn)象叫作冷脆性。在優(yōu)質(zhì)鋼中,硫和磷要嚴(yán)格控制。但從另方面看,在低碳鋼中含有較高的硫和磷,能使其切削易斷,對(duì)改善鋼的可切削性是有利的。
4、錳;能提高鋼的強(qiáng)度,能消弱和硫的不良影響,并能提高鋼的淬透性,含錳量很高的高合金鋼(高錳鋼)具有良好的耐磨性和其它的物理性能。
加工")
加工")
加工")
為提高鋼管的耐腐蝕性能,對(duì)一般鋼管進(jìn)行鍍鋅。鍍鋅鋼管分熱鍍鋅和電鍍鋅兩種,熱鍍鋅鍍鋅層厚,電鍍鋅成本低,表面不是很光滑。吹氧焊管:用作煉鋼吹氧用管,一般用小口徑的焊接鋼管,規(guī)格由3/8-2寸八種。用08、10、15、20或者195-Q235的鋼帶制作成的,為了防腐蝕,有的要進(jìn)行有效滲鋁處理。
老房子大部分是用的都是鍍鋅管,現(xiàn)在煤氣、暖氣用的那種鐵管也是鍍鋅管,鍍鋅管作為水管,使用幾年后,管內(nèi)產(chǎn)生大量銹垢,流出的黃水不僅污染潔具,而且?jiàn)A雜著不光滑內(nèi)壁滋生的細(xì)菌,銹蝕造成水中重金屬含量過(guò)高,嚴(yán)重危害人體的。六七十年代,國(guó)際上發(fā)達(dá) 開(kāi)始開(kāi)發(fā)新型管材,并陸續(xù)禁用鍍鋅管。中國(guó)建設(shè)部等四部委也發(fā)文明確從二000年起禁用鍍鋅管,目前新建小區(qū)的冷水管已經(jīng)很少使用鍍鋅管了,有些小區(qū)的熱水管使用的是鍍鋅管。
加工")
加工")
鍍鋅帶焊管質(zhì)量控制措施為:
1、焊接前質(zhì)量控制
1)首先要把好原材料質(zhì)量關(guān),經(jīng)檢驗(yàn)合格后方能正式進(jìn)入施工現(xiàn)場(chǎng),堅(jiān)決杜絕使用不合格鋼材。
2)其次是對(duì)焊接材料的管理。檢查焊接材料是否為合格產(chǎn)品,儲(chǔ)存和烘焙制度是否執(zhí)行,發(fā)放的焊接材料表面是否清潔無(wú)銹,焊條的藥皮是否完好、有無(wú)霉變。
3)再次是焊接區(qū)清潔管理。檢查焊接區(qū)的清潔質(zhì)量,不得有水、油、鐵銹和氧化膜等污物,這對(duì)防止焊縫外部缺陷的產(chǎn)生有重要作用。
4)選擇合適的焊接方法,應(yīng)實(shí)行先試焊、后施焊原則。
2、焊接中的質(zhì)量控制
1)根據(jù)焊接工藝規(guī)程復(fù)核焊絲和焊劑的規(guī)格是否正確,防止錯(cuò)用焊絲和焊劑而造成焊接質(zhì)量事故。
鍍鋅帶焊管焊接質(zhì)量控制措施
2)對(duì)焊接環(huán)境進(jìn)行監(jiān)督,當(dāng)焊接環(huán)境不好(溫度低于0℃、相對(duì)濕度大于90%)時(shí)應(yīng)采取相應(yīng)措施后進(jìn)行焊接。
3)預(yù)焊前先檢驗(yàn)坡口尺寸,包括間隙、鈍邊、角度及錯(cuò)口等是否符合工藝要求。
4)在埋弧自動(dòng)內(nèi)外焊接過(guò)程中選用的焊接電流、焊接電壓、焊接速度等工藝參數(shù)是否正確。
5)監(jiān)督焊接人員在埋弧自動(dòng)內(nèi)外焊接時(shí)充分利用鋼管管端引弧板長(zhǎng)度,加強(qiáng)內(nèi)外焊接時(shí)引弧板的使用效率,這有助于提高管端焊接質(zhì)量。
6)監(jiān)督焊接人員在補(bǔ)焊時(shí)是否先將熔渣清理干凈、是否已徹底處理接頭,坡口處是否有油、鐵銹、渣、水、漆等污物。
加工")
加工")
加工")