18762195566



您可能對唐山本地以下產(chǎn)品新聞也感興趣
更新時間:2025-06-05 13:43:54 ip歸屬地:唐山,天氣:晴轉(zhuǎn)多云,溫度:20-34 瀏覽次數(shù):33 公司名稱: 精拉管業(yè)(唐山市分公司)
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 46 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產(chǎn)地 | 山東 |
| 品牌 | 精拉 |
| 可定制 | 是 |
| 范圍 | 供應(yīng)范圍覆蓋河北省 石家莊市、唐山市、秦皇島市、邯鄲市、邢臺市、保定市、張家口市、承德市、滄州市、廊坊市、衡水市 路南區(qū)、路北區(qū)、古冶區(qū)、豐南區(qū)、豐潤區(qū)、曹妃甸區(qū)、灤縣、灤南縣、樂亭縣、遷西縣、玉田縣、遵化市、遷安市等區(qū)域。 |


量好")
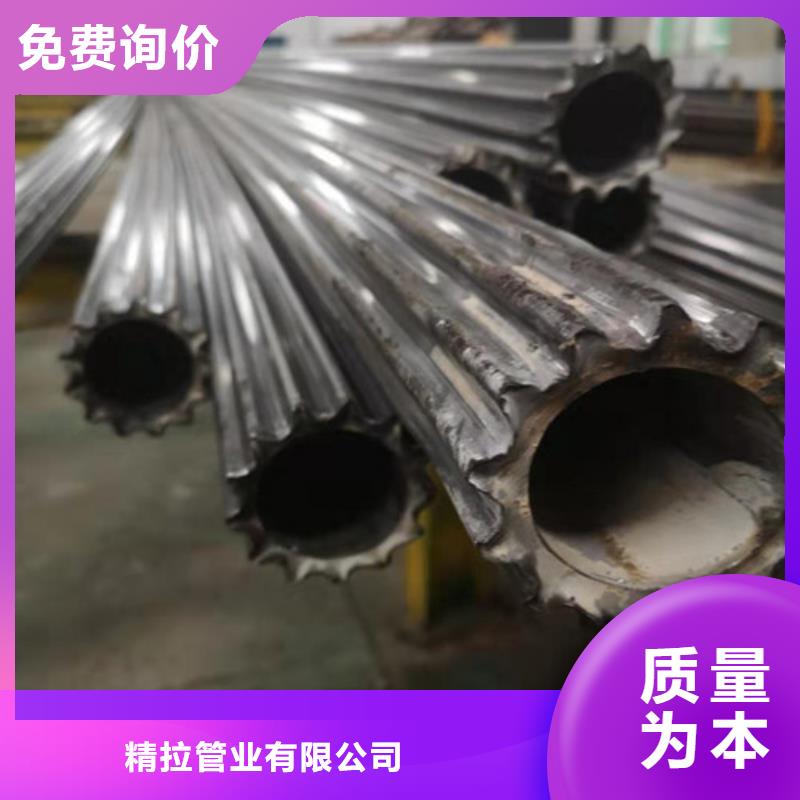
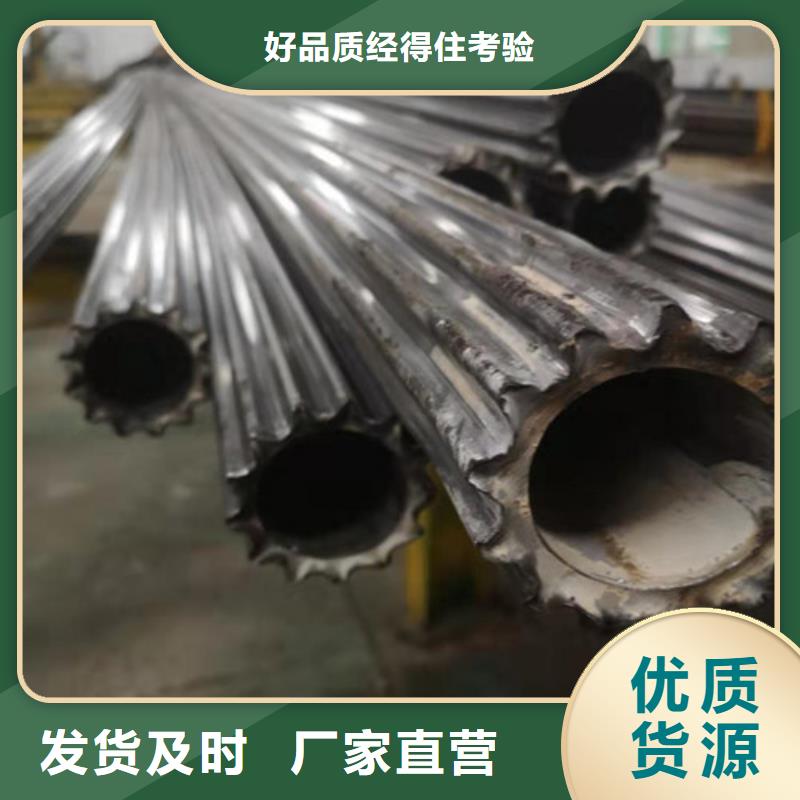
冷拔管是用實心管坯經(jīng)穿孔后軋制的,按生產(chǎn)方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。
冷拔管一般在自動軋管機組上生產(chǎn)。實心管坯經(jīng)檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉(zhuǎn)和前進,在軋輥和頂頭的作用下,管坯內(nèi)部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續(xù)軋制。 經(jīng)均整機均整壁厚,經(jīng)定徑機定徑,達到規(guī)格要求。利用連續(xù)式軋管機組生產(chǎn)冷拔管是較先進的方法。
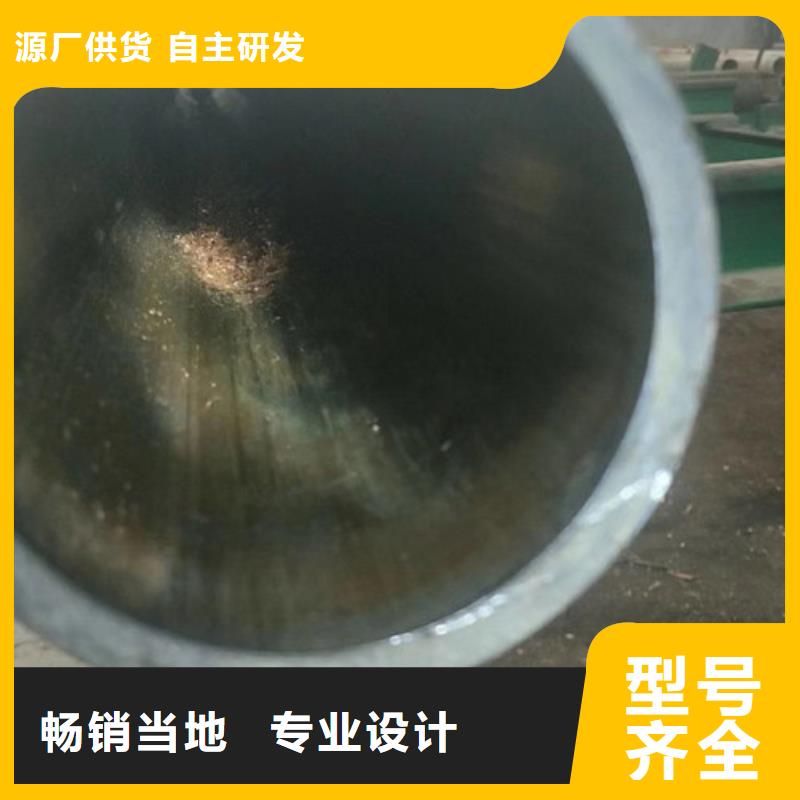
若欲獲得尺寸更小和質(zhì)量更好的無縫管,必須采用冷軋、冷拔或者兩者聯(lián)合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環(huán)形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。
擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內(nèi),穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出。此法可生產(chǎn)直徑較小的鋼管。冷拔管的焊接工藝。
量好")
量好")
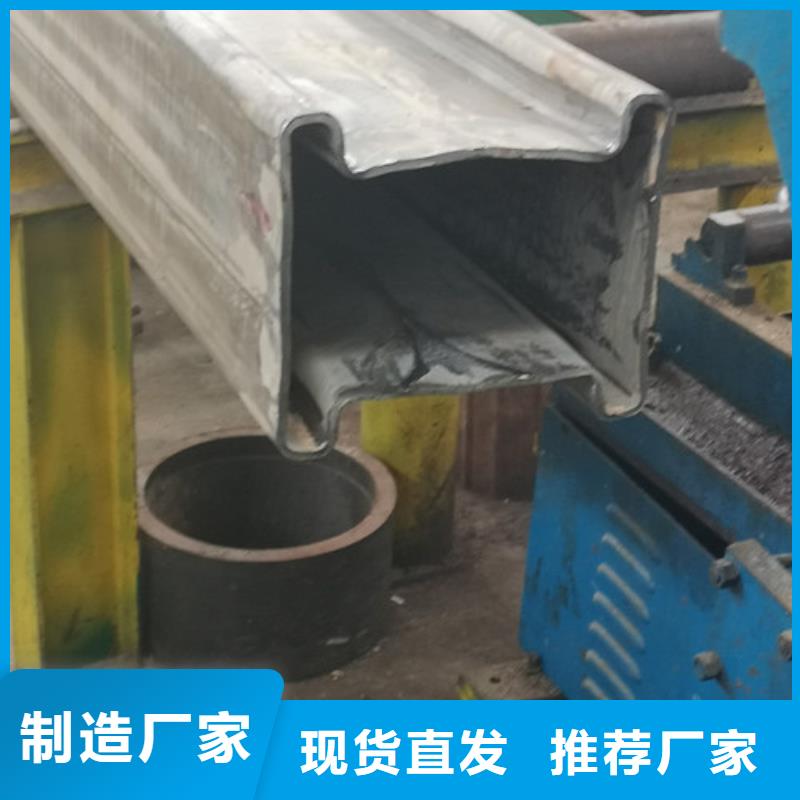
冷拔管應(yīng)盡量接近擠壓輥位置。若感應(yīng)圈距擠壓輥較遠時,有效加熱時間較長,熱影響區(qū)較寬,冷拔管強度下降;反之,冷拔管邊緣加熱不足,擠壓后成型不良。冷拔管是一個或一組冷拔管專用磁棒,冷拔管的截面積通常應(yīng)不小于鋼管內(nèi)徑截面積的70%,其作用是使感應(yīng)圈、冷拔管冷拔管邊緣與磁棒形成一個電磁感應(yīng)回路,產(chǎn)生鄰近效應(yīng),渦流熱量集中在冷拔管冷拔管邊緣附近,使冷拔管邊緣加熱到冷拔管溫度。冷拔管用一根鋼絲拖動在冷拔管內(nèi),其中心位置應(yīng)相對固定在接近擠壓輥中心位置。開機時,由于冷拔管快速運動,冷拔管受冷拔管內(nèi)壁的磨擦而損耗較大,需要經(jīng)常更換。冷拔管經(jīng)冷拔管和擠壓后會產(chǎn)生焊疤,需要。方法是在機架上固定刀具,靠冷拔管的快速運動,將焊疤刮平。冷拔管內(nèi)部的毛刺一般不。
根據(jù)冷拔管線能量的變化及時調(diào)節(jié)輸出電壓和冷拔管速度。參數(shù)固定后一般不用調(diào)整冷拔管間隙的控制將冷拔管送入冷拔管機組,經(jīng)多道軋輥滾壓,冷拔管逐漸卷起,形成有開口間隙的圓形冷拔管,調(diào)整擠壓輥的壓下量,使冷拔管間隙控制在1~3mm,并使焊口兩端齊平。如間隙過大,則造成鄰近效應(yīng)減少,渦流熱量不足,冷拔管晶間接合不良而產(chǎn)生未熔合或開裂。如間隙過小則造成鄰近效應(yīng)增大,冷拔管熱量過大,造成冷拔管燒損;或者冷拔管經(jīng)擠壓、滾壓后形成深坑,影響冷拔管表面質(zhì)量。
量好")
量好")
量好")
精拉管業(yè)(唐山市分公司)憑借具有先進水平的施工設(shè)備,采用“工程直銷”式銷售格局,為客戶提供 精拉無縫鋼管,形成了以生產(chǎn)、銷售、維護一體化企業(yè)經(jīng)營特色。我公司兼承“信、和、實、嚴”的企業(yè)精神,堅持“創(chuàng)新優(yōu)先、用戶滿意”的核心理念,正以科技創(chuàng)新和機制創(chuàng)新為動力,向多元化、國際化、高科技型現(xiàn)代企業(yè)的目標前進,為美化生產(chǎn)、生活環(huán)境做出新貢獻。
量好")
冷拔管 硬度檢測主要有兩類試驗方法。一類是靜態(tài)試驗方法,這類方法試驗力的施加是緩慢而無沖擊的。硬度的測定主要決定于壓痕的深度、壓痕投影面積或壓痕凹印面積的大小。靜態(tài)試驗方法包括布氏、洛氏、維氏、努氏、韋氏、巴氏等。其中布、洛、維三種試驗方法是應(yīng)用廣的,它們是金屬 硬度檢測的主要試驗方法。這里的洛氏硬度試驗又是應(yīng)用多的,它被廣泛用于產(chǎn)品的檢驗,據(jù)統(tǒng)計,目前應(yīng)用中的硬度計70%是洛氏硬度計。另一類試驗方法是動態(tài)試驗法,這類方法試驗力的施加是動態(tài)的和沖擊性的。這里包括肖氏和里氏硬度試驗法。動態(tài)試驗法主要用于大型的,不可移動工件的硬度檢測。
生產(chǎn)高精度冷拔管──液壓缸體與傳統(tǒng)的切削工藝比較,具有以下特點:生產(chǎn)效率高:用傳統(tǒng)的方法生產(chǎn)一根內(nèi)徑420毫米,12米長的缸筒需154小時,用冷拔方法生產(chǎn)只需4分鐘。率高:由于鏜孔的滾壓頭兼起導(dǎo)向作用,在切削過程中,毛坯管由于自重產(chǎn)生撓度,致使?jié)L壓頭和鏜刀走偏,造成廢品。率只能達到60%左右,而用冷拔方法生產(chǎn),率可達95%以上。金屬利用率高:用傳統(tǒng)的鏜孔方法制造缸體,金屬利用率只有50-70%。用拉拔方法生產(chǎn)時,金屬不但不被切削成鐵末,反而可以得到30%的延伸,金屬利用率可達95%。能改善成品管金屬的機械性能:用拉拔方法生產(chǎn),使毛坯得到30%以上的塑性變形,由于加工硬化而使成品管金屬的強度限大為提高。一般在成品管內(nèi)層強度限提高達60%。高精度冷拔管是用無縫熱軋鋼管、直縫焊管為坯料,經(jīng)過化學處理后在專用冷拔機上,通過特種變形原理設(shè)計的模具進行拉拔,生產(chǎn)出高精度管。其尺寸精度達H10~H8,直線度達0.35~0.5mm/m,表面粗糙度達Ra1.6-0.4。
量好")