



鋼筋籠滾籠機箍筋是如何進行的數控機床灌注樁全自動繞筋機歸屬于這種對建筑鋼筋坎坷機合理布局的改進。鋼筋彎箍密秘設備在平整綿軟的路面上,設備載重架時載重架料槽的正中間要看準導向性筒、調直筒型、下切刀孔或裁切傳動齒輪槽的中間線,并堅持不懈豎直,設備好后必不可少自我反思電氣設備線路和整個設備有木有損壞,機械設備的對接件可否可以信賴,各傳動系統單位可否機動性,確定準確無誤側后方可終止試運轉。滾龍機箍筋是如何進行的灌注樁應在硬底化后場土里,并鋪裝木枕開展制做,制好后的建筑鋼筋框架應整平墊放,灌注樁生產加工規定選用磨具規范化制做。灌注樁應每過1~2m設定臨時性十字線加勁撐,防止形變;箍肋應建在主筋的里側,環狀筋在主筋的兩側,并同主筋開展碰焊而并不是捆扎


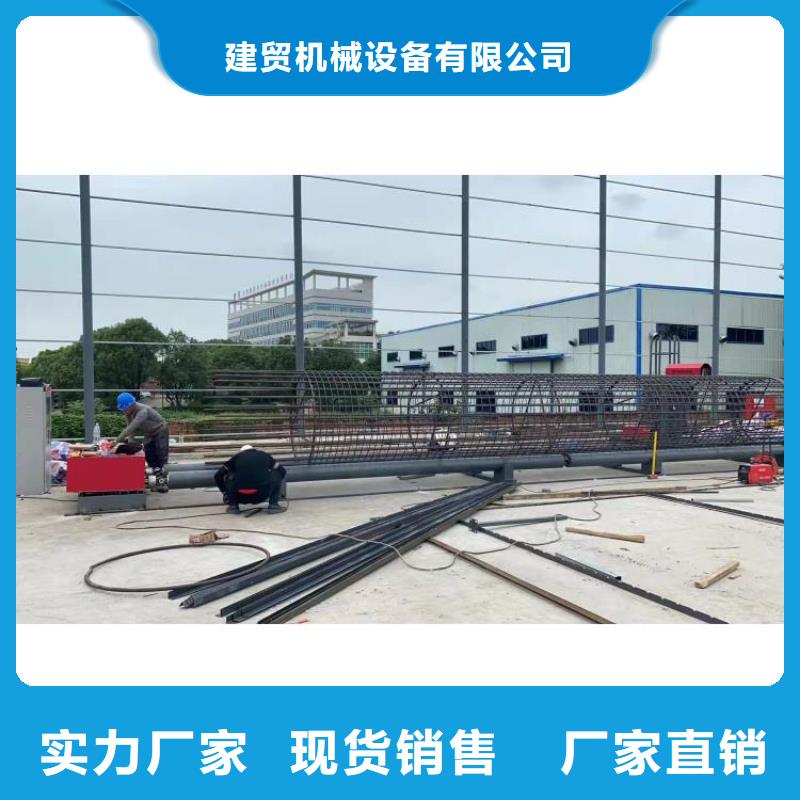
鋼筋籠滾籠機四。鋼筋籠滾焊機優點:加工可靠:由于采用的是數控機械化作業,能夠化制作鋼筋籠,間距均勻,精度高;機械,盤筋與主筋纏繞緊密;邊成型邊加內加強筋,確保鋼筋籠同心度。加工速度快:正常情況下備料及滾焊部分3人一班,分二班作業,6個人就可以加工出20多個12米長成品的鋼筋籠,工作效率非常高(全自動鋼筋籠焊機,鋼籠氣保焊無需人工,由設備自動完成)。自動化程度高:主筋由氣缸固定,自動焊設備還可以實現氣保焊的自動化完成,加大工作效率、工人勞動強度。五。鋼筋彎箍機等鋼筋加工機械在的鋼筋工人手里面瞬間就不一樣了,這些鋼筋工人利用這些機器,加工出來的鋼筋在保證的前題下還能夠保證低損失、高質量,數控鋼筋籠滾焊機,滾籠機那么好的加工設備在鋼筋工人手里更是能夠起到更好的效果。切刀的調整切刀分為上切刀和下切刀。兩切刀之間的間隙Δt的值,在調直小直徑鋼筋時應控制在0.1mm以內,在調直大直徑鋼筋時應控制在0.2mm以內。數控鋼筋籠滾焊機,滾籠機調整方法是,先將下切刀裝入刀體座內,使其端面與上切刀自然接觸,然后,調整緊固螺釘和調整螺釘使下切刀軸向移動,調整與上切刀之間的間隙。
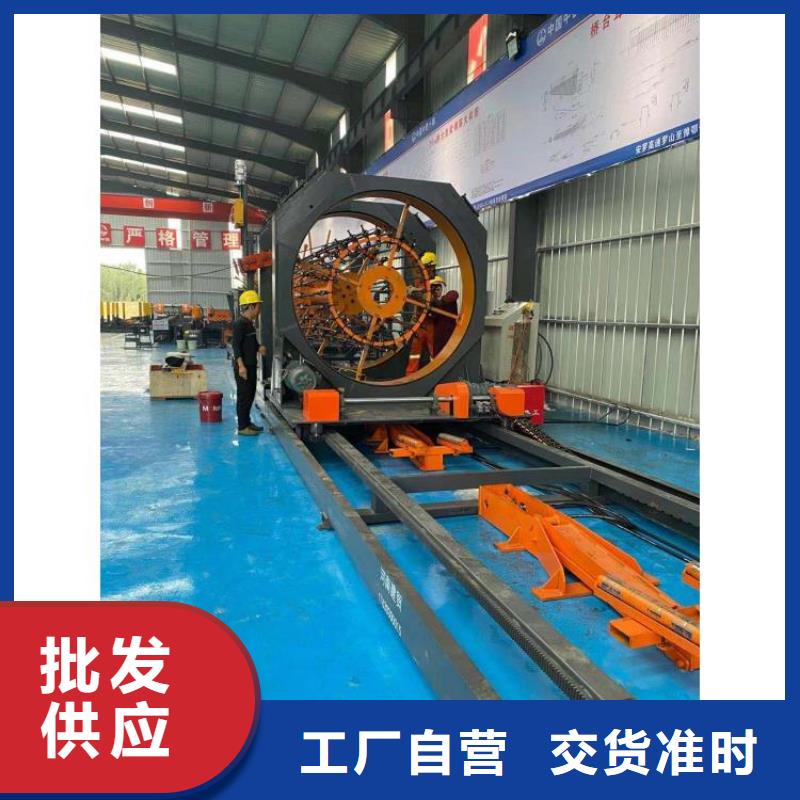
唐山鋼筋籠滾籠機十余年廠家鋼筋籠滾籠機功能應用主機;含機架、底座、鐵輥、傳動系統等。需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節鋼筋籠等情況),可按人工制作方式生產,利用膠輥帶動骨架轉動,可完成全部主、箍筋焊接生產。完工的骨架不下設備,繼續進行繞筋工作。??此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。 為鋼筋籠滾焊機加潤滑油要注意的事項,鋼筋籠滾焊機在加工鋼筋中占據著重要地位,我們在操作鋼筋籠滾焊機時要定期的進行保養和維護,從而可以提高工作的效率和質量,鋼筋籠滾焊機加注潤滑油時應注意哪些問題呢?接下來我們大家一起來簡單了解下吧。
 jmc
jmc
鋼筋籠滾籠機四。鋼筋籠滾焊機優點:加工可靠:由于采用的是數控機械化作業,能夠化制作鋼筋籠,間距均勻,精度高;機械,盤筋與主筋纏繞緊密;邊成型邊加內加強筋,確保鋼筋籠同心度。加工速度快:正常情況下備料及滾焊部分3人一班,分二班作業,6個人就可以加工出20多個12米長成品的鋼筋籠,工作效率非常高(全自動鋼筋籠焊機,鋼籠氣保焊無需人工,由設備自動完成)。自動化程度高:主筋由氣缸固定,自動焊設備還可以實現氣保焊的自動化完成,加大工作效率、工人勞動強度。五。鋼筋彎箍機等鋼筋加工機械在的鋼筋工人手里面瞬間就不一樣了,這些鋼筋工人利用這些機器,加工出來的鋼筋在保證的前題下還能夠保證低損失、高質量,數控鋼筋籠滾焊機,滾籠機那么好的加工設備在鋼筋工人手里更是能夠起到更好的效果。切刀的調整切刀分為上切刀和下切刀。兩切刀之間的間隙Δt的值,在調直小直徑鋼筋時應控制在0.1mm以內,在調直大直徑鋼筋時應控制在0.2mm以內。數控鋼筋籠滾焊機,滾籠機調整方法是,先將下切刀裝入刀體座內,使其端面與上切刀自然接觸,然后,調整緊固螺釘和調整螺釘使下切刀軸向移動,調整與上切刀之間的間隙。
