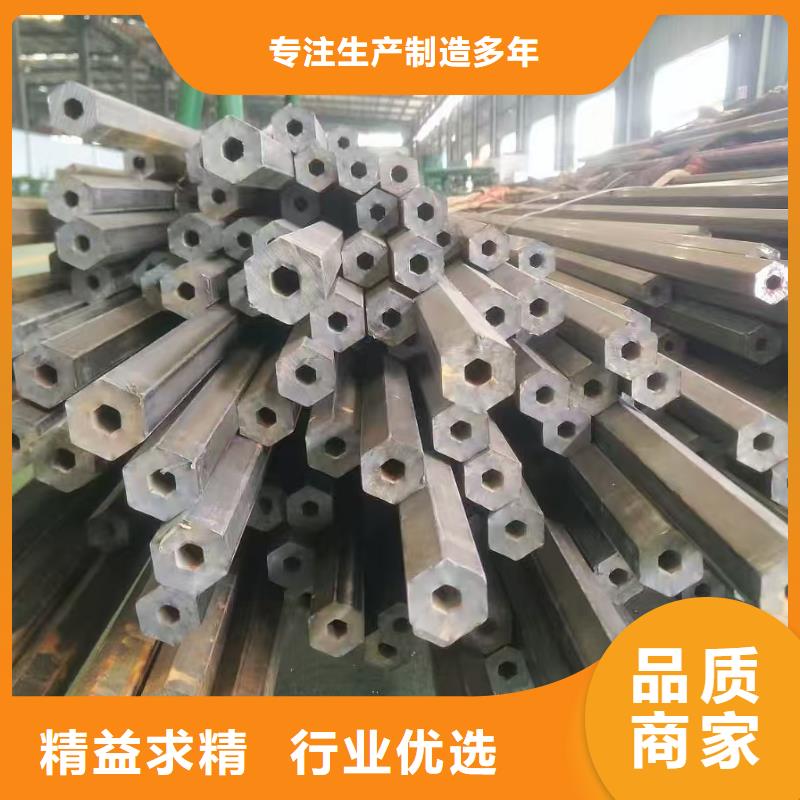

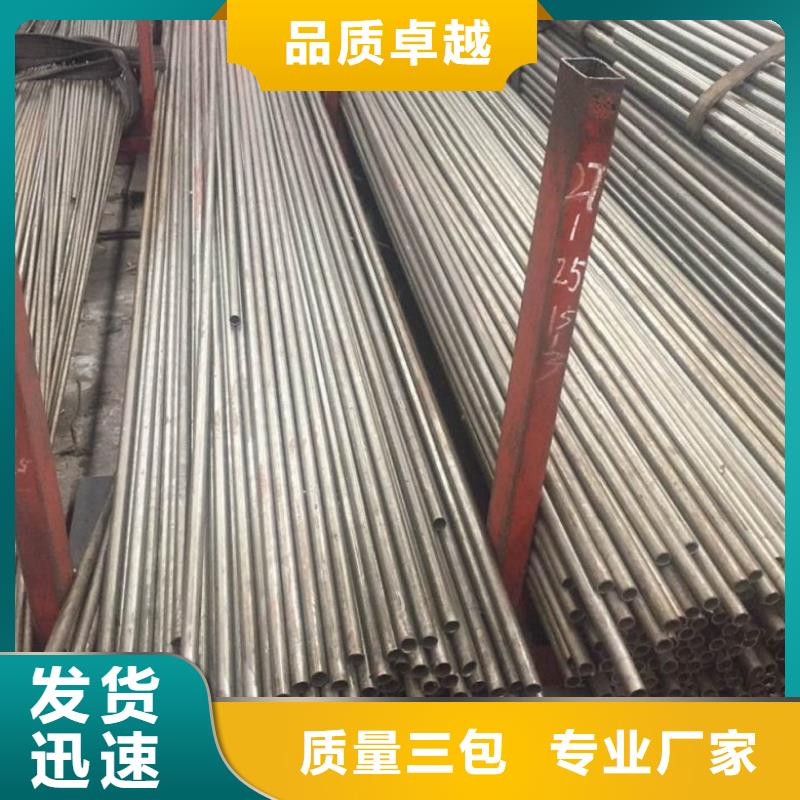

我們為您呈現了一部精彩絕倫的精密管冷軋精密鋼管實體廠家產品視頻,讓您感受產品的獨特之處。
以下是:山東威海精密管冷軋精密鋼管實體廠家的圖文介紹

山東威海精密管銑邊機:將制管用的板料的兩側面進行機械加工,并使兩板邊的平行度達到規定的公差范圍內,為制造出高精度的鋼管做準備。使山東威海精密管板邊具有山東威海精密管將成型鋼管半徑相等曲率半徑,山東威海精密管預彎邊機:將銑邊機加工出兩邊焊接坡口的山東威海精密管板邊進行預彎。防止成型機成型成型鋼管中產生過長的直邊,保證山東威海精密管的圓度。全自動鋼管成型機:完成對各種金屬板料的彎曲成型。進行進一步的合縫和預焊,鋼管預焊機:將成型機成型合格的開口管坯,為內、外焊做準備。焊接小車運送工件沿軌道行走,雙絲內焊機:用于對大口徑直縫鋼管進行自動埋弧焊接,配合主機實現對工件的焊接。焊接小車運送工件沿軌道行走,雙絲外焊機:用于對直縫鋼管進行自動埋弧焊接,配合主機實現對工件的焊接。以改變鋼管圓度,鋼管精整機:對圓度欠佳的長圓管逐段從外部施加強大壓力,使之達到有關規范和使用要求。龍門移動式感官矯直機:用于鋼制圓柱型管的矯直。直縫鋼管平頭倒角機:將直縫鋼管端部按規定的鈍邊以及坡口角度進行倒角。提高鋼管尺寸精度。鋼管擴徑機:應力。檢查鋼管規定壓力下有無滲透缺陷,3000T水壓試驗機:對焊管進行水壓試驗。焊接應力及成型應力,從而保證鋼管使用性能。


多年來完成了多個 冷軋管訂單。敢于承接急項目硬項目,從而實現了客戶滿意,并帶動企業發展的目標。良好的 冷軋管產品及滿意的服務為公司贏得了更多客戶的信任, 冷軋管產品銷售各地并不斷承攬大型工程,是一家值得信賴的廠家。 潤吉公司與客戶,攜手共同開拓進取,不斷創新為環保事業做出大的貢獻。讓我們與客戶共同發展、進步。



與普通的管道材料不同,山東威海精密管的焊接工藝是獲得了認可的,在打破傳統焊接工藝的同時,獲得了更大的發展和進步,從焊接技術的方面來看,山東威海精密鋼管的焊接技術是非常先進的,因為大多數的山東威海精密鋼管含碳量不高,同時還含有其他的很多金屬元素,正是因為如此,山東威海精密鋼管在焊接工藝才會自成一派,不但會對管道的內部進行必要的保護,還需要將焊接工藝的技術,因此采用的是氬弧焊的方式。 這種焊接方式的應用,不但能大大減弱后續操作的各種麻煩,同時,對于電焊工的操作水平有一定的要求,在焊接過程中,要保證穩定的參數,同時也要懂得進行靈活的調節,對于焊工素質的要求是很高的,焊接工藝的式發展,讓山東威海精密鋼管在整個市場中更加獨樹一幟,獲得了更好的發展。 與普通的管道材料比較而言,山東威海精密鋼管的造價相對而言比較高,即使如此,也不會影響這種管道材料的市場占有率,山東威海精密鋼管在多個領域中都有廣泛的使用,真是因為如此,這種管道材料的價值才會得到,從更為長遠的方面來進行考慮,為了的山東威海精密鋼管將會成為大勢所趨,在更為廣泛的領域中得到應用


山東威海精密管軋制:將鋼材金屬坯料通過一對旋轉軋輥的間隙(各種形狀)因受軋輥的壓縮使材料截面減小,長度增加的壓力加工方法。拉撥鋼材:將已經軋制的金屬坯料(型、管、制品等)通過模孔拉撥成截面減小長度增加的加工方法大多用作冷加工。將帶鋼送入12cr5moi合金鋼管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。12cr5moi合金鋼管焊接溫度主要受高頻渦流熱功率的影響,高頻渦流熱功率主要受電流頻率的影響,渦流熱功率與電流激勵頻率的平方成正比;而電流激勵頻率又受激勵電壓、電流和電容、電感的影響。激勵頻率公式為:f=1/[2π(cl1/...式中:f-激勵頻率(hzc-激勵回路中的電容(f電容=電量/電壓;l-激勵回路中的電感,電感=磁通量/電流?當輸入熱量不足時,被加熱的焊縫邊緣達不到焊接溫度,12cr5moi合金鋼管組織仍然保持固態,形成未熔合或未焊透;當輸入熱時不足時,被加熱的焊縫邊緣超過焊接溫度,產生過燒或熔滴,使焊縫形成熔洞。


