
想要快速了解熱軋鋼管活塞桿專業信賴廠家產品?視頻給你直觀的感受!
以下是:湖北武漢熱軋鋼管活塞桿專業信賴廠家的圖文介紹

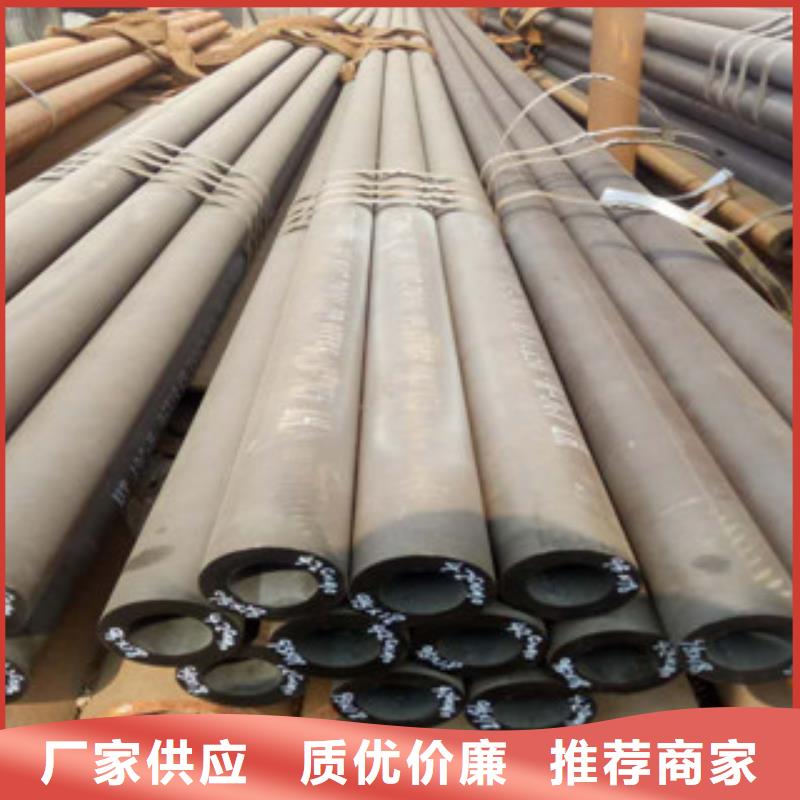
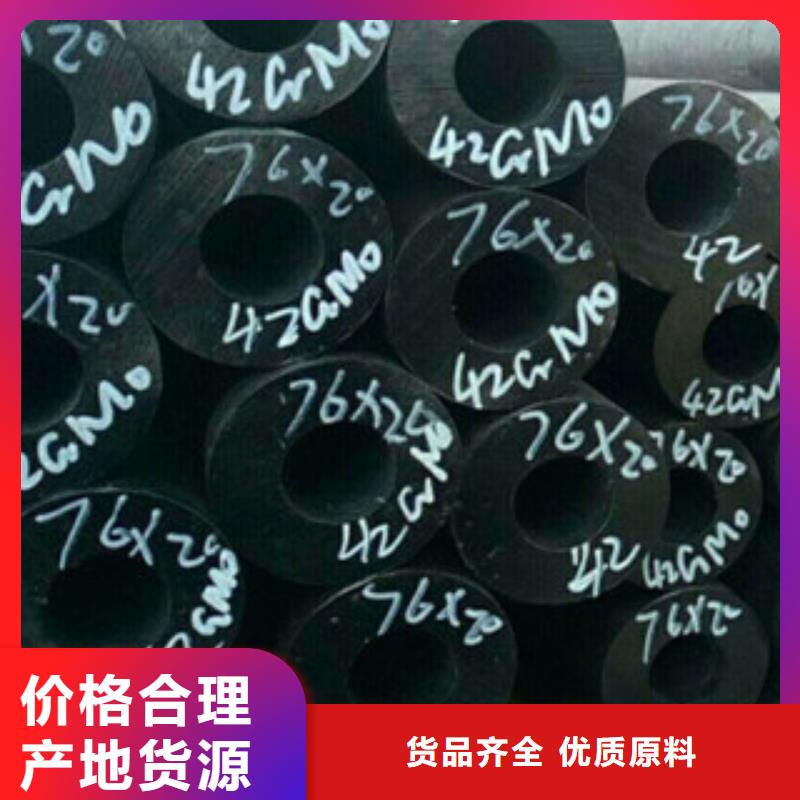
無縫管1、生產制造方法按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。熱軋無縫管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續軋制。 經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產熱軋無縫鋼管是較先進的方法。若欲獲得尺寸更小和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內,穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出。此法可生產直徑較小的鋼管。


上乘的 精密異形管產品質量,可靠的售后服務,贏得了廣大客戶的一致好評。響譽全國, 精密異形管客戶遍布全國各地的各個行業,無論是服務質量、技術水平、時間保證等深得企業及個人用戶的廣泛信賴。蘭格精密管(武漢市分公司)是一家朝氣蓬勃的年青企業,本著務實、創新、學習的精神,愿與國內外同行竭誠合作,共謀發展!



按專門用途分,有鍋爐管、地質管、石油管等。4、規格及外觀質量無縫管按GB/T8162-87規定
4.1、規格:熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋(冷拔)管外徑5~200mm。壁厚2.5~12mm。
4.2、外觀質量:鋼管的內外表面不得有裂縫、折疊、軋折、離層、發紋和結疤缺陷存在。這些缺陷應完全掉,后不得使壁厚和外徑超過負偏差。4.3、鋼管的兩端應切成直角,并毛刺。壁厚大于20mm的鋼管允許氣割和熱鋸切割。經供需雙方協議也可不切頭。4.4、冷拔或冷軋精密無縫鋼管《表面質量》參照GB3639-83。5、包裝按GB2102-88規定。鋼管包裝分三種:捆扎、裝箱、涂油捆扎或涂油裝箱。抗拉強度當35CrMo無縫鋼管的硬度在500HB以下時,其抗拉強度與硬度成正比,kg/m㎡(óB)=1/3 X HB=3.2 X HRC=2.1 X HS,但上述關系式也并非在什么場合都成立,從熱處理方面說,回火溫度低時,kg/m㎡與HRC時的相關關系便可能被破壞,35CrMo無縫鋼管的回火溫度,硬度和抗拉強度的關系硬度隨回火溫度的升高而下降,但在淬火狀態以及300℃以下低溫回火時,硬度與抗拉強度的關系難以成立。
4.1、規格:熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋(冷拔)管外徑5~200mm。壁厚2.5~12mm。
4.2、外觀質量:鋼管的內外表面不得有裂縫、折疊、軋折、離層、發紋和結疤缺陷存在。這些缺陷應完全掉,后不得使壁厚和外徑超過負偏差。4.3、鋼管的兩端應切成直角,并毛刺。壁厚大于20mm的鋼管允許氣割和熱鋸切割。經供需雙方協議也可不切頭。4.4、冷拔或冷軋精密無縫鋼管《表面質量》參照GB3639-83。5、包裝按GB2102-88規定。鋼管包裝分三種:捆扎、裝箱、涂油捆扎或涂油裝箱。抗拉強度當35CrMo無縫鋼管的硬度在500HB以下時,其抗拉強度與硬度成正比,kg/m㎡(óB)=1/3 X HB=3.2 X HRC=2.1 X HS,但上述關系式也并非在什么場合都成立,從熱處理方面說,回火溫度低時,kg/m㎡與HRC時的相關關系便可能被破壞,35CrMo無縫鋼管的回火溫度,硬度和抗拉強度的關系硬度隨回火溫度的升高而下降,但在淬火狀態以及300℃以下低溫回火時,硬度與抗拉強度的關系難以成立。

