



為了給您提供更的PE鋼帶增強螺旋管雙壁波紋管生產廠家今年新款產品信息,我們上傳了的產品視頻。請花幾分鐘時間觀看,您會發現更多驚喜。
以下是:PE鋼帶增強螺旋管雙壁波紋管生產廠家今年新款的圖文介紹
恒塑管道有限責任公司(蕪湖市分公司)擁有精良的加工,和檢測設備,先進的 螺旋復合鋼管廠生產工藝,雄厚的技術力量,高素質的員工隊伍,按照國際標準、標準、行業標準設計制造 螺旋復合鋼管廠產品,本著以質量求生存,以服務求發展的經營理念,竭誠為用戶提供優質的 螺旋復合鋼管廠產品和優良的服務。



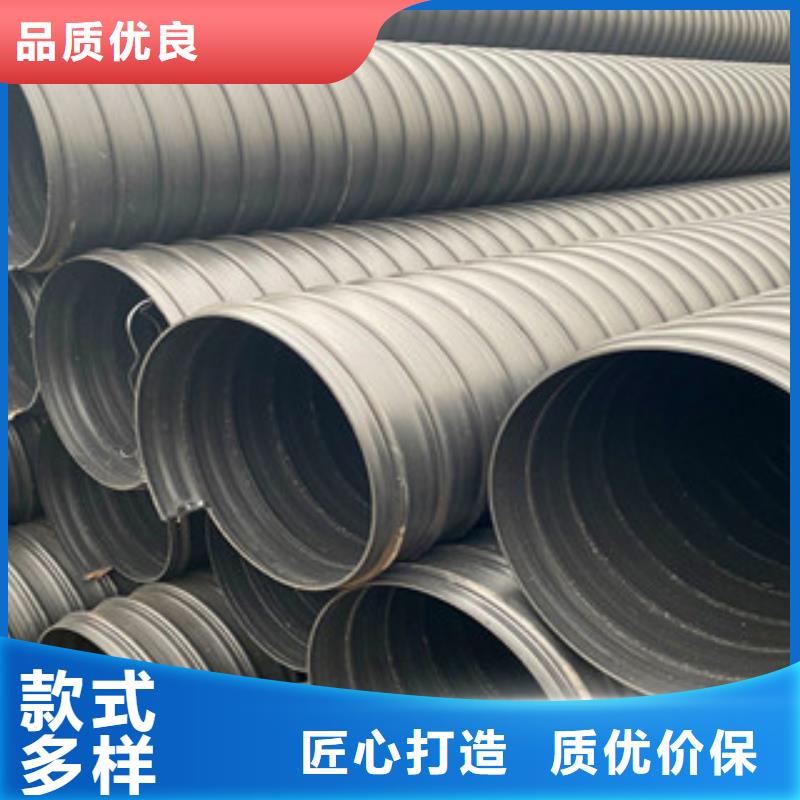
鋼帶增強螺旋波紋管作為現在市場上的常用管材,其生產及性能發揮都非常具備使用優勢,但是還是不乏有使用問題的出現,雖然鋼帶增強螺旋波紋管內壁不平整并不是一個大問題,但是也會影響到管材的使用,所以我們還是需要尋找的解決方法,以保管材的正常使用。
鋼帶增強螺旋波紋管內壁不平坦主要是由于三個原因導致的,分別是真空度偏小、水套溫度過高及內層過薄,當然還有可能是因為其它,但這三個方面是主要原因。真空度偏小的話用戶應該查看內層的真空管狀態,看看是否是通的,真空泵的作業是否正常,如果不通或者作業不正常便要對此進行調節即可。
水套溫度過高一般是由于冷卻水的水溫過高導致的,又或者是冷卻水的流量過小引起的,用戶在關于水套溫度方面可以從這兩塊著手檢查以及。內壁過薄則需要內部涂層的厚度問題。由于鋼帶增強螺旋波紋管的使用范圍廣泛,所以為了避免因管道內壁不平坦,造成管道結垢等影響管道流通問題的出現,對于出現此問題得管道,一定要及時的進行解決,從而抱保證管道的好使用效果。
鋼帶增強螺旋波紋管內壁不平坦主要是由于三個原因導致的,分別是真空度偏小、水套溫度過高及內層過薄,當然還有可能是因為其它,但這三個方面是主要原因。真空度偏小的話用戶應該查看內層的真空管狀態,看看是否是通的,真空泵的作業是否正常,如果不通或者作業不正常便要對此進行調節即可。
水套溫度過高一般是由于冷卻水的水溫過高導致的,又或者是冷卻水的流量過小引起的,用戶在關于水套溫度方面可以從這兩塊著手檢查以及。內壁過薄則需要內部涂層的厚度問題。由于鋼帶增強螺旋波紋管的使用范圍廣泛,所以為了避免因管道內壁不平坦,造成管道結垢等影響管道流通問題的出現,對于出現此問題得管道,一定要及時的進行解決,從而抱保證管道的好使用效果。



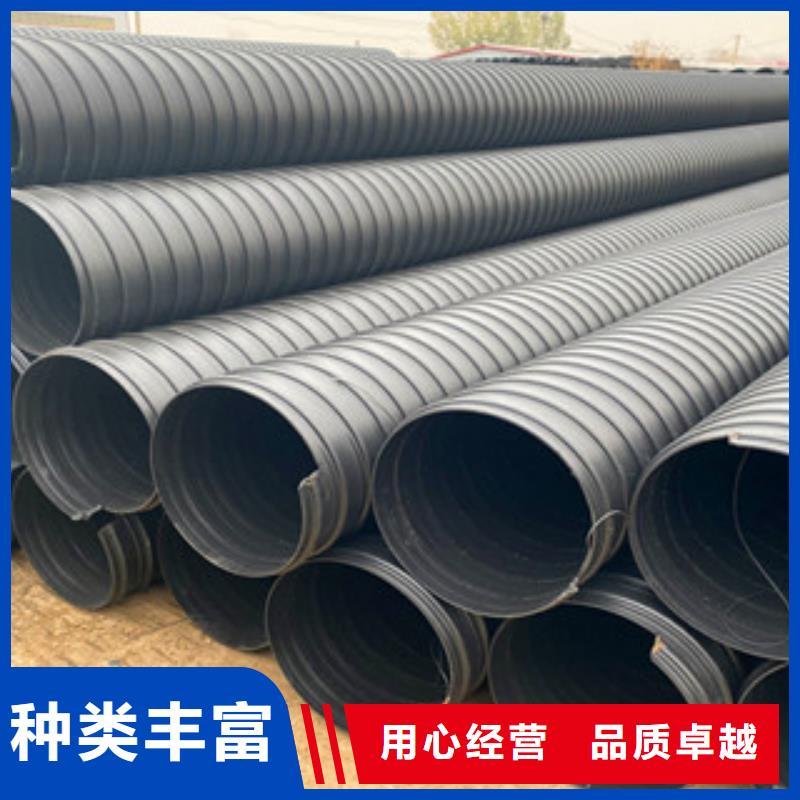
所以客戶有將內壁做成,藍色或者白色來說明使用了全新料的習慣。對于外壁的PE料,各廠家也是嚴格控制質量,大都使用本廠回收HDPE實壁管的粒料,品質還是比較有保證的。也有使用外購回收料的,但是會選用Class1級的回收料,全部是PE100而不摻雜其他雜質。
有用片材級的PE來做內壁的經驗,據稱可以將內壁做得相對更平滑一些,經過多年的測試尚未發現有什么缺陷。使用普通的冷軋鋼帶需要用去污劑來洗去表面的油污,而這種洗滌后的廢水在歐洲是很難處理的,需要繳納高額的環保處理費。
處理這樣一箱廢水的成本往往比鋼帶清洗劑本身的成本高幾十上百倍,所以客戶都愿意使用不需要使用化學清洗劑來去除表面油污的鍍鋅鋼帶。環保的要求是一個趨勢,目前在還沒有像歐洲這么嚴格的規定,相以后這方面肯定會越來越得到重視。
在使用鍍鋅鋼帶的時候,要注意鍍鋅層的脫落問題。鍍鋅層的脫落會產生嚴重的質量問題,使粘接劑和鋼帶沒有結合在一起。所以在鍍鋅鋼帶通過高頻加熱器和涂塑模具的時候,要嚴格控制其表面溫度不能超過200度,一般以160-180度左右為好,這樣鍍鋅層不容易產生從鋼帶本體脫落的現象。
有用片材級的PE來做內壁的經驗,據稱可以將內壁做得相對更平滑一些,經過多年的測試尚未發現有什么缺陷。使用普通的冷軋鋼帶需要用去污劑來洗去表面的油污,而這種洗滌后的廢水在歐洲是很難處理的,需要繳納高額的環保處理費。
處理這樣一箱廢水的成本往往比鋼帶清洗劑本身的成本高幾十上百倍,所以客戶都愿意使用不需要使用化學清洗劑來去除表面油污的鍍鋅鋼帶。環保的要求是一個趨勢,目前在還沒有像歐洲這么嚴格的規定,相以后這方面肯定會越來越得到重視。
在使用鍍鋅鋼帶的時候,要注意鍍鋅層的脫落問題。鍍鋅層的脫落會產生嚴重的質量問題,使粘接劑和鋼帶沒有結合在一起。所以在鍍鋅鋼帶通過高頻加熱器和涂塑模具的時候,要嚴格控制其表面溫度不能超過200度,一般以160-180度左右為好,這樣鍍鋅層不容易產生從鋼帶本體脫落的現象。


12、烘烤:從一端開始,沿熱縮管圓周方向均勻移動(嚴禁火焰沿長軸方向移動或在一處停留),待一端的一周收縮好后,再逐漸延伸加熱(注意同樣要-周一周地均勻加熱,而不能沿軸線直線移動加熱,否則會造成表面起皺或開裂)。
在烘烤過程中,還應及時用光潔的滾筒(與波谷形狀尺寸相合的筒或棒)或戴防熱手套對已收縮部位輕輕加壓,使其緊貼波形并除去殘余空氣(注意不要烤傷鋼帶波紋管)當加熱收縮到距端面5cm處時,可將火焰轉向加熱收縮管內壁的熱熔膠,然后再轉向外壁。
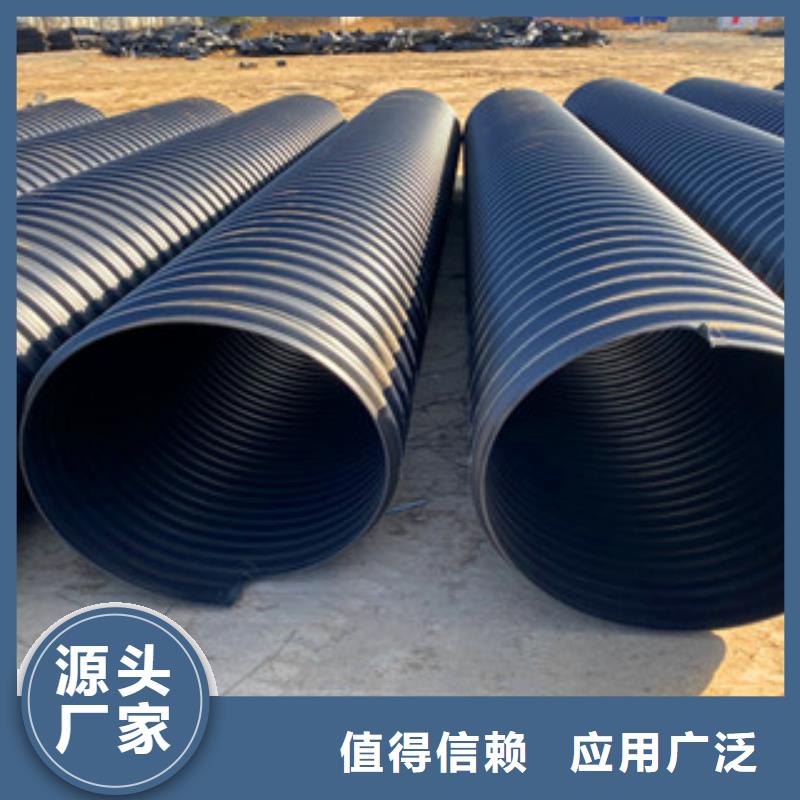
待熱收縮管完成后,再用火均勻加熱(使熱熔膠充分熔化)至端部有熱熔膠溢出。三、鋼帶增強聚螺旋波紋管道的回填回填土過程中溝內應無積水,不允許帶水回填,不得回填積泥、有機物,回填上中不應含有石塊、磚頭、凍土塊及其它件。
溝槽回填,應從管線,檢查井等構筑物等兩則同時對稱回填,確保管線及構筑物不產生位移,必要時可采用限位措施。鋼帶增強聚螺旋波紋管施工工藝與產品質量密切相關,因此受到多方因素的影響較為復雜,但是生產者不能因此偷工減料,只有嚴格按照步驟進行才能確保生產出來的產品不會輕易發生損壞。
在烘烤過程中,還應及時用光潔的滾筒(與波谷形狀尺寸相合的筒或棒)或戴防熱手套對已收縮部位輕輕加壓,使其緊貼波形并除去殘余空氣(注意不要烤傷鋼帶波紋管)當加熱收縮到距端面5cm處時,可將火焰轉向加熱收縮管內壁的熱熔膠,然后再轉向外壁。
待熱收縮管完成后,再用火均勻加熱(使熱熔膠充分熔化)至端部有熱熔膠溢出。三、鋼帶增強聚螺旋波紋管道的回填回填土過程中溝內應無積水,不允許帶水回填,不得回填積泥、有機物,回填上中不應含有石塊、磚頭、凍土塊及其它件。
溝槽回填,應從管線,檢查井等構筑物等兩則同時對稱回填,確保管線及構筑物不產生位移,必要時可采用限位措施。鋼帶增強聚螺旋波紋管施工工藝與產品質量密切相關,因此受到多方因素的影響較為復雜,但是生產者不能因此偷工減料,只有嚴格按照步驟進行才能確保生產出來的產品不會輕易發生損壞。



