





產品介紹
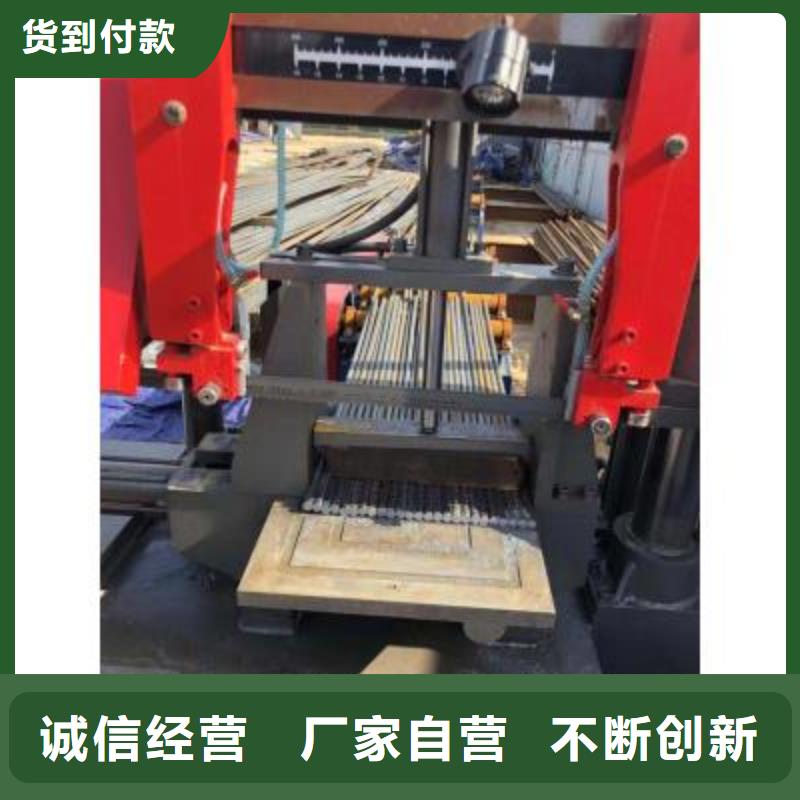
鋼筋帶鋸床中間為夾料虎鉗和手動送料機構,虎鉗前方連接有承接成品件的工作臺,左側的夾緊裝置為夾緊絲桿傳過液壓夾緊油缸管內孔,轉動手輪或按動按鈕,使左鉗口左右運動。鋸梁和傳動機構,由厚鋼板切割成型焊接而成,具有較強的剛性,其右后側固定有渦輪箱,箱內的渦輪與鋸梁上面的主動輪固結,二者同步旋轉,左側為鋸條的回轉運動,由主電機、皮帶輪、渦輪付經兩級變速將驅動穿遞到主動輪,再由主動輪、鋸條驅動被動輪來實現,鋸條運轉速度共三檔。
1.本機采用臺灣技術,雙立柱結合,保證導向精度,鋸削穩定可靠。
2.虎鉗夾緊,鋸切下的工件不會松動,避免壓損鋸帶,保證鋸帶。
3.鋼刷清屑,有效清理鋸齒間鐵屑,延長鋸帶使用壽命。
4.鋸床傳動機構精密平衡校正,減少振動確保鋸帶不易斷齒,拉齒。
產品技術參數
產品型號 Gb4230 Gb4240 Gb4250
鋸切能力mm 300-300*300 400-400*400 500*500*500
主電機功率kw 2.2 4 4
液壓電機功率kw 0.742 0.75 0.75
鋸帶速度m/min 40/60/80 40/60/80 40/60/80
外形尺寸mm 1700*900*1400 2200*1500*1550 2800*1300*1800
工作方式 液壓 液壓 液壓
機床重量kg 680 1500 1800
鋸斷面
歪斜 1、鋸齒鈍化
2、進給過大
3、選齒失誤
4、導向磨損,松動
5、張力太小
6、齒部分齒受損
7、導向臂分開太寬
8、齒尖粘結切屑
9、鋸帶安裝歪斜 1、更換新鋸帶
2、適度減小進給量
3、合理選擇鋸齒,一般情況下:大料用大齒;小料、薄料用小齒;結構鋼材適當選擇變齒
4、更換/調整導向塊
5、調節張力
6、檢查工件硬度和內含過硬渣塊,確定加工條件
7、調整導向臂在適當位置
8、檢查刷子和切削液
9、重新調整、扶正鋸帶
通過觀察“鋸屑”狀態判斷“進給率”和“帶速”匹配的正確與否 通過觀察鋸切產生的鋸屑厚度和形狀可以判斷鋸切時的選齒、給定線速度、進給率(量)等參數是否正確。觀察下列三種鋸屑:
1、鋸屑又厚又重,呈現蘭色,盤卷密實,說明鋸切數據不正確。是低帶速高進給率所至,應提高帶速降低進給率;
2、鋸屑又碎又薄,盤卷松緊不一,說明鋸切數據不正確。是高帶速低進給率所至,應降低帶速增大進給率;
3、鋸切產生厚薄均勻,盤卷松緊適當,如同彈簧般的螺旋狀鋸屑,說明鋸切數據正確。

蕪湖數控全自動鋸切套絲打磨生產線產品介紹:鋼筋鋸切 墩粗 套絲 打磨工藝實現了自動化生產,提高了套絲生產設備的自動化程度并減少勞動力。節約場地:套絲設備可與鋼筋剪切鋸切設備連接,鋼筋通過裁剪設備將鋼筋裁剪到規定長度后直接進入套絲設備,不需要占用場地存放鋼筋。減少人工:該設備操作人員只需要一個人就可完成操作,無需吊裝和搬運線體直接運輸。提率:短時間實現從原材料到兩端套絲半成品。保證品質:上下工序緊密銜接,及時發現異常并糾正。操作簡單:設備配備人性化的操作程序,可選擇作業,同時這兩個部套可以拆分開作為獨立設備使用。先進的伺服控制系統,鋸切套絲精度高。蕪湖數控全自動鋸切套絲打磨生產線產品參數:型號LYJQ-500鋸切寬度:500mm鋼筋直接:16-50mm鋼筋傳說速度:90m/min鋼筋長度范圍:1.5-12長度誤差:±1mm鋸切主機功率:4kw外形尺寸:29*3.8*2.45m套絲機型號:40-3/40-5型加工鋼筋直徑:16-40mm滾絲zui大長度:80mm
按金屬帶鋸床、角度鋸床、數控鋸床、龍門鋸床商品運用仿單的劃定,選用液壓油。選用封閉式油箱,在其進口處設備空氣濾清器。運用進程中,應避免水分、乳化液、塵土、纖維雜物及其他機械雜物的侵入。液壓油箱的油量在鋸床系統管路和元件布滿油后,應保持在劃定的油位規劃內。帶鋸條液壓系統在投入運用前,必需進行嚴厲的清潔。加油時必需嚴厲過濾。
帶鋸床液壓油的含水率。假設液壓油呈乳白色,氣味沒變,說明混入水分過多。取少數液壓油滴在火熱的鐵板上,若宣布“叭叭”聲,說明富含水分。此刻,應替換新油。液壓油的氧化程度。假設液壓油色彩呈黑褐色并有惡臭味,說明現已氧化。褐色越深,惡臭味越濃,說明氧化的程度越兇猛。此刻,應替換新油。

