



錫林郭勒彩鋼瓦的安裝工程一.瓦的正確鋪放方式⒈重疊式(適用于長度≦15M的屋面)⒉交錯式(適用于長度≧15M的屋面)二.專用釘正確使用方法⒈專用釘須打在瓦骨中間才能有防水作用。⒉專用釘固定間隔橫豎為50CM~100CM( 4根/㎡)。⒊專用釘須由瓦的下端往屋頂方向打才能有美觀、密封、整齊的效果。三.安裝密封條脊瓦封檐蓋⒈ 將密封條分開兩半,對照瓦型壓在屋頂處蓋上脊瓦鋼材使用專用釘固定。⒉側面瓦的交接處,用水泥作密封處理后直接蓋上脊瓦,脊瓦底部用小瓦檔鋼材收尾。⒊瓦的下端即屋檐處直接安裝封檐蓋使用螺釘固定。⒌脊瓦交接處,對照接口用剪刀修剪成型后重疊并使用玻璃膠密封。
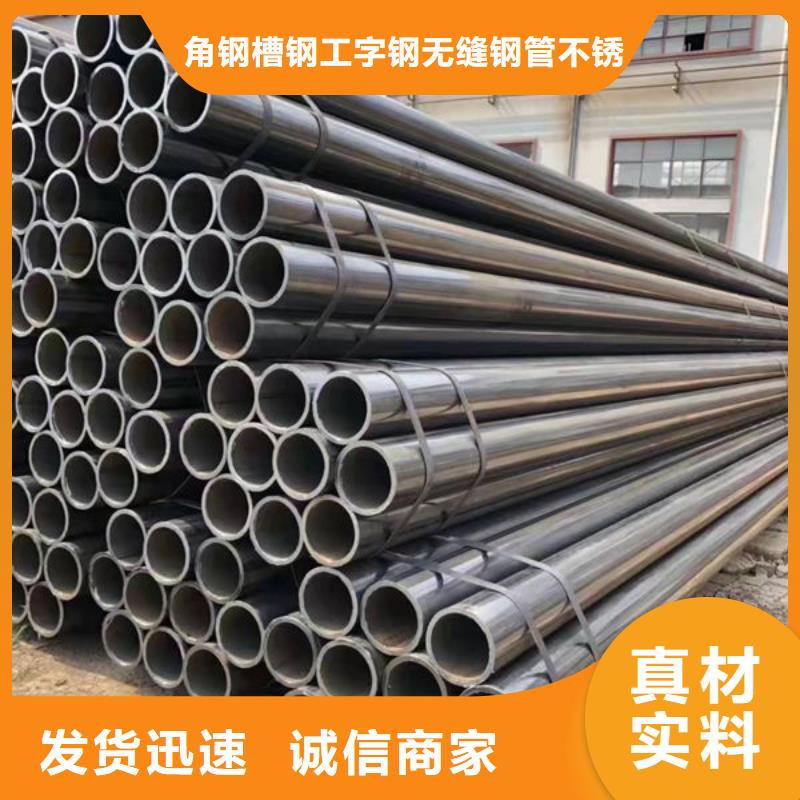
錫林郭勒H型鋼的翼緣都是等厚度的,有軋制截面,也有由3塊板焊接組成的組合截面。工字鋼都是軋制截面,由于生產工藝差,翼緣內邊有1:10坡度。錫林郭勒H型鋼材的軋制不同于普通工字鋼僅用一套水平軋輥,由于其翼緣較寬且無斜度(或斜度很小),故須增設一組立式軋輥同時進行輥軋,因此,其軋制工藝和設備都比普通軋機復雜。國內可生產的 軋制h型鋼材高度為800mm,超過了只能是焊接組合截面。 我國熱軋錫林郭勒H型鋼國標(GB/T11263-1998)將錫林郭勒H型鋼分為窄翼緣、寬翼緣和鋼樁三類,其代號分別為hz、hk和hu。窄翼緣錫林郭勒H型鋼適用于梁或壓彎構件,而寬翼緣h型鋼和h型鋼樁則適用于軸心受壓構件或壓彎構件。工字鋼與錫林郭勒H型鋼相比,等重量前提下,w、 ix、 iy都不如h型鋼。
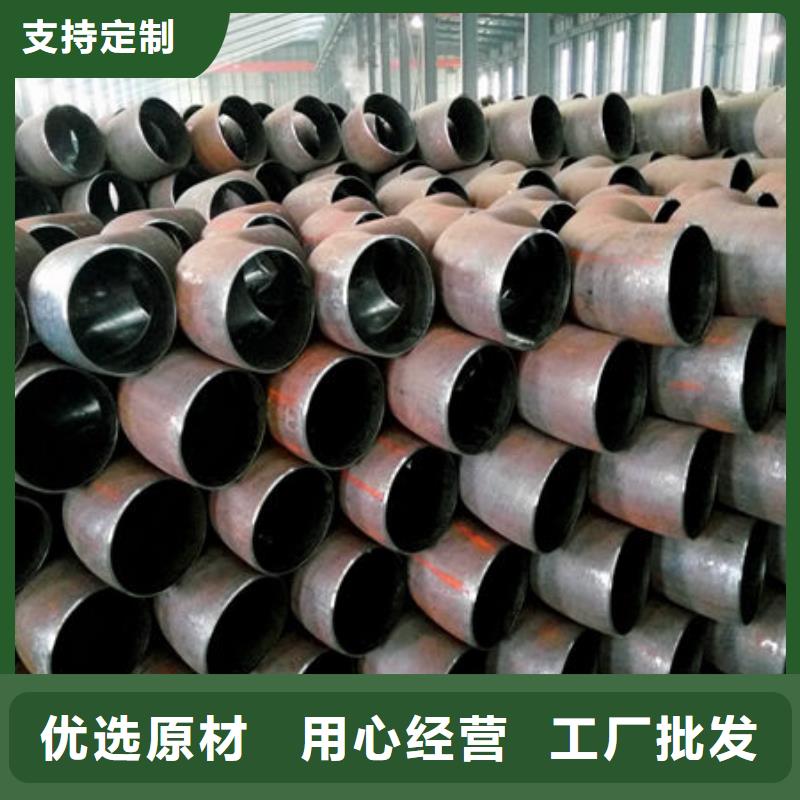
1.錫林郭勒鋼的自然屬性-------主要是材料的“穿孔性能”A、 材料品種B、 鋼材的純凈度、夾雜物多少與形態、偏析等,煉鋼、澆鑄、冷卻等因素。C、 錫林郭勒軋鋼過程溫度控制、壓縮比-------晶粒度大小2.頂頭前壓縮量,這個量要適當。小了,拽入力不夠;大了,變形不均勻性增加,易形成空腔。壓縮段不宜太長,反復次數過多時,易裂。與頂頭前伸量也有關。3.調整參數中的橢圓度-------導板距是重要因素,而導板若太小又容易包頂頭,脫不出管。加熱制度---------加熱由線要合理。4.定心孔不良,會造成管子頭部端一段內裂。5.頂頭磨損及尖部熔損等工具不良所致。根據缺陷狀況,分析其產生的原因,便可找到對應的解決辦法。
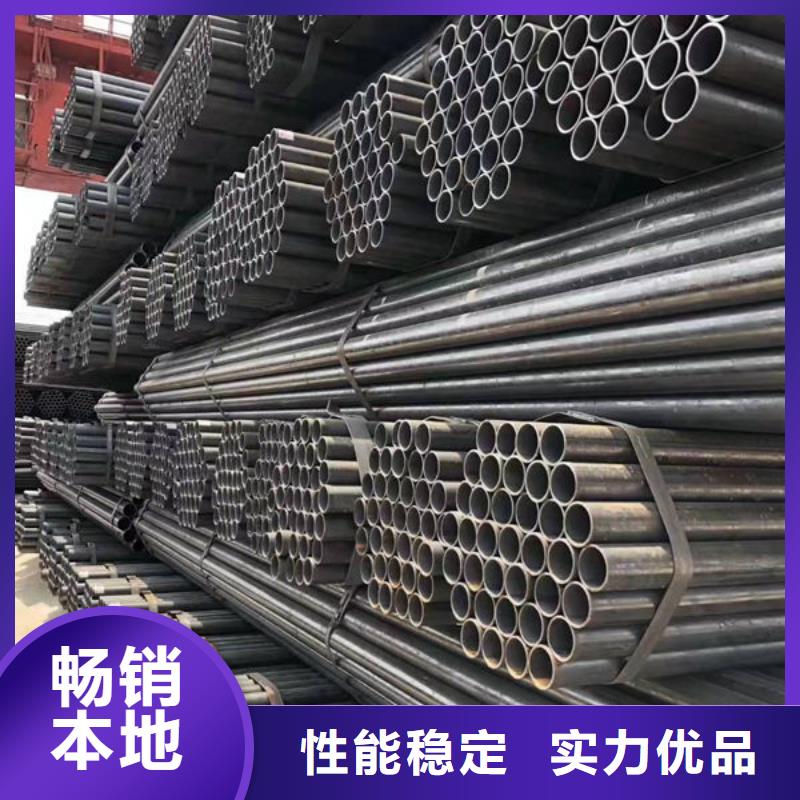
從焊接工藝來看。不管是錫林郭勒直縫鋼管還是螺旋管,這兩者的焊接方式都是相同的。但是在實際的焊接過程當中,直縫焊管往往會出現大量的T形焊縫,在這樣的焊縫的地方,往往會有一些殘余應力,雖然這對使用沒有太大影響,但是也正是因為這些殘余應力加大了錫林郭勒直縫鋼管出現裂縫的可能性。從根本上來說,錫林郭勒螺旋鋼管或者錫林郭勒直縫鋼管都是焊接鋼管的一種,因為兩者的優越性能,這兩種鋼材廣泛的應用在各項工程當中,當然因為兩者生產工藝不同,在實際的使用過程當中還是有很大的區別的,直接導致了兩種鋼管的使用范圍有了很大的不同。相對于錫林郭勒螺旋鋼管來說,錫林郭勒直縫鋼管的制作工藝要簡單很多,錫林郭勒直縫鋼管的生產工藝主要分為兩種,一種是高頻焊接錫林郭勒直縫鋼管,還有一種是埋弧焊錫林郭勒直縫鋼管。正是因為錫林郭勒直縫鋼管的生產工藝簡單的這些特性,所以錫林郭勒直縫鋼管的生產效率很高,成本較低,而且發展的速度也是十分迅速。
