





綠洲金屬科技有限公司
山東綠洲金屬科技有限公司是一家設(shè)計(jì)、生產(chǎn)、銷售,安裝于一體的大型企業(yè),主要經(jīng)營(yíng)橋梁護(hù)欄、道路護(hù)欄、河道護(hù)欄、景觀護(hù)欄、防撞護(hù)欄、燈光護(hù)欄、不銹鋼護(hù)欄、鋼板立柱等產(chǎn)品.
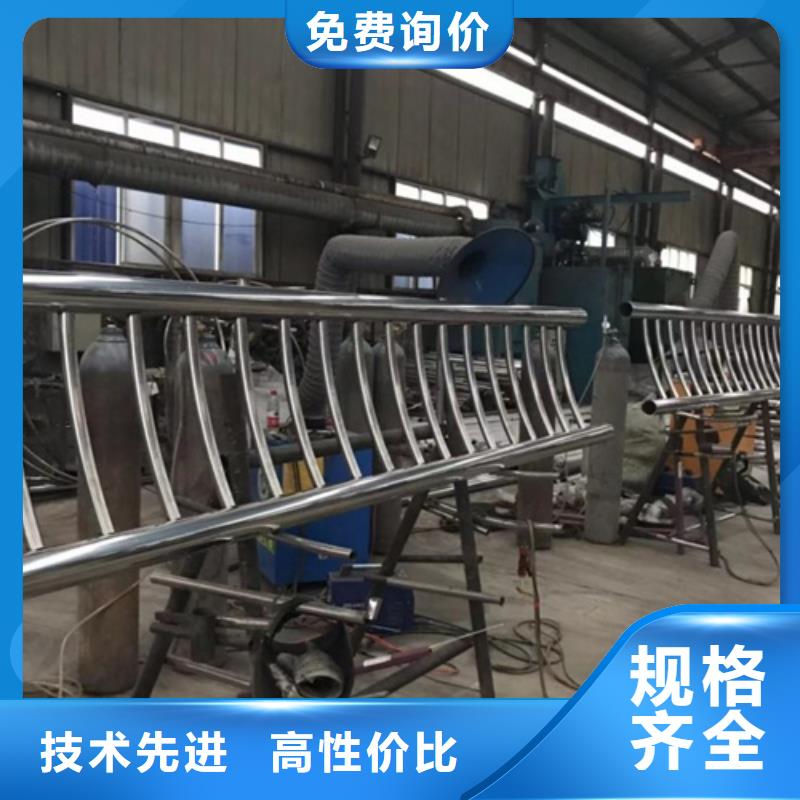
江140*5復(fù)合不銹鋼欄桿廠家直銷") 如何安裝防撞不銹鋼復(fù)合管護(hù)欄?
1、預(yù)埋底板
安裝預(yù)埋件(后加埋件)欄桿預(yù)埋件的安裝只能采用后加埋件做法,其做法是采用膨脹螺栓與鋼板來(lái)制作后置連接件,先在土建基層上放線,確定立柱固定點(diǎn)的位置,然后在地面上用沖擊鉆鉆孔,再安裝膨脹螺栓,螺栓保持足夠的長(zhǎng)度,在螺栓定位以后,將螺栓擰緊同時(shí)將螺母與螺桿間焊死,防止螺母與鋼板松動(dòng)。扶手與墻體面的連接也同樣采取上述方法。
2、放線
在加埋件施工的時(shí)候,可能產(chǎn)生誤差,所以在立柱安裝之前,應(yīng)重新放線,以確定埋板位置與焊接立桿的準(zhǔn)確性,如有偏差,及時(shí)修正。
3、焊接立柱
安裝立柱、焊接立柱時(shí),需雙人配合,一個(gè)扶住鋼管使其保持垂直,在焊接時(shí)不能晃動(dòng),另一人施焊,要四周施焊,并應(yīng)符合焊接規(guī)范。
4、焊接面管,玻璃連接件
扶手與立柱在安裝前,通過(guò)拉長(zhǎng)線放線,根據(jù)場(chǎng)地的傾斜角度及所用扶手的圓度,在其上端加工出凹槽。然后把扶手直接放入立柱凹槽中,從一端向另一端順次點(diǎn)焊安裝,相鄰扶手安裝對(duì)接準(zhǔn)確,接縫嚴(yán)密。相鄰鋼管對(duì)接好后,將接縫用不銹鋼焊條進(jìn)行焊接,然后鑲配有機(jī)玻璃。
如何安裝防撞不銹鋼復(fù)合管護(hù)欄?
1、預(yù)埋底板
安裝預(yù)埋件(后加埋件)欄桿預(yù)埋件的安裝只能采用后加埋件做法,其做法是采用膨脹螺栓與鋼板來(lái)制作后置連接件,先在土建基層上放線,確定立柱固定點(diǎn)的位置,然后在地面上用沖擊鉆鉆孔,再安裝膨脹螺栓,螺栓保持足夠的長(zhǎng)度,在螺栓定位以后,將螺栓擰緊同時(shí)將螺母與螺桿間焊死,防止螺母與鋼板松動(dòng)。扶手與墻體面的連接也同樣采取上述方法。
2、放線
在加埋件施工的時(shí)候,可能產(chǎn)生誤差,所以在立柱安裝之前,應(yīng)重新放線,以確定埋板位置與焊接立桿的準(zhǔn)確性,如有偏差,及時(shí)修正。
3、焊接立柱
安裝立柱、焊接立柱時(shí),需雙人配合,一個(gè)扶住鋼管使其保持垂直,在焊接時(shí)不能晃動(dòng),另一人施焊,要四周施焊,并應(yīng)符合焊接規(guī)范。
4、焊接面管,玻璃連接件
扶手與立柱在安裝前,通過(guò)拉長(zhǎng)線放線,根據(jù)場(chǎng)地的傾斜角度及所用扶手的圓度,在其上端加工出凹槽。然后把扶手直接放入立柱凹槽中,從一端向另一端順次點(diǎn)焊安裝,相鄰扶手安裝對(duì)接準(zhǔn)確,接縫嚴(yán)密。相鄰鋼管對(duì)接好后,將接縫用不銹鋼焊條進(jìn)行焊接,然后鑲配有機(jī)玻璃。
江140*5復(fù)合不銹鋼欄桿廠家直銷") 不銹鋼復(fù)合管護(hù)欄的使用現(xiàn)已充分得到了咱們的認(rèn)可,在咱們需要裝置的時(shí)分,咱們要與施工負(fù)責(zé)人進(jìn)行溝通了解,并提出定見(jiàn),來(lái)幫助施工方完善施工計(jì)劃,符合顧客要求。
1、當(dāng)施工計(jì)劃確定好之后,你能夠要求和施工人員一起去采購(gòu)建立護(hù)欄所需要的原資料,因?yàn)橥@種護(hù)欄的挑選性是非常多的,不同的制造工藝,生產(chǎn)出來(lái)的產(chǎn)品質(zhì)量是不同的,一起鑄鐵護(hù)欄斑紋的挑選也靠你自己,依據(jù)不同的場(chǎng)合挑選大氣或者高雅的。
2、當(dāng)施工方將文案交給你的時(shí)分,你要在腦筋里邊勾畫出這將是一個(gè)什么樣的護(hù)欄結(jié)構(gòu),能夠要求施工方給你做好簡(jiǎn)略的建模,針對(duì)你自己的要求去進(jìn)行調(diào)整。
3、當(dāng)資料采購(gòu)好了,要依據(jù)實(shí)際情況進(jìn)行標(biāo)準(zhǔn)尺寸的樣品制造,做出細(xì)微的修正。接下來(lái)的裝置進(jìn)程就能夠交給施工方了,比及裝置完畢,你再過(guò)去檢查。比如角度的拼裝是否精準(zhǔn),焊接部位是否融合為一體,全體裝置是否整齊,協(xié)調(diào)等等。依據(jù)你的要求對(duì)產(chǎn)品進(jìn)行防銹的處理,油漆的粉飾或是其它捍衛(wèi)措施的建立等。
不銹鋼復(fù)合管護(hù)欄的使用現(xiàn)已充分得到了咱們的認(rèn)可,在咱們需要裝置的時(shí)分,咱們要與施工負(fù)責(zé)人進(jìn)行溝通了解,并提出定見(jiàn),來(lái)幫助施工方完善施工計(jì)劃,符合顧客要求。
1、當(dāng)施工計(jì)劃確定好之后,你能夠要求和施工人員一起去采購(gòu)建立護(hù)欄所需要的原資料,因?yàn)橥@種護(hù)欄的挑選性是非常多的,不同的制造工藝,生產(chǎn)出來(lái)的產(chǎn)品質(zhì)量是不同的,一起鑄鐵護(hù)欄斑紋的挑選也靠你自己,依據(jù)不同的場(chǎng)合挑選大氣或者高雅的。
2、當(dāng)施工方將文案交給你的時(shí)分,你要在腦筋里邊勾畫出這將是一個(gè)什么樣的護(hù)欄結(jié)構(gòu),能夠要求施工方給你做好簡(jiǎn)略的建模,針對(duì)你自己的要求去進(jìn)行調(diào)整。
3、當(dāng)資料采購(gòu)好了,要依據(jù)實(shí)際情況進(jìn)行標(biāo)準(zhǔn)尺寸的樣品制造,做出細(xì)微的修正。接下來(lái)的裝置進(jìn)程就能夠交給施工方了,比及裝置完畢,你再過(guò)去檢查。比如角度的拼裝是否精準(zhǔn),焊接部位是否融合為一體,全體裝置是否整齊,協(xié)調(diào)等等。依據(jù)你的要求對(duì)產(chǎn)品進(jìn)行防銹的處理,油漆的粉飾或是其它捍衛(wèi)措施的建立等。
江140*5復(fù)合不銹鋼欄桿廠家直銷")
江140*5復(fù)合不銹鋼欄桿廠家直銷") 不銹鋼復(fù)合管護(hù)欄焊接方法有幾種??jī)?nèi)襯不銹鋼復(fù)合管(304+Q235B)是一種新型復(fù)合管,不銹鋼復(fù)合管具有耐腐蝕、耐高溫、高延伸率、高強(qiáng)度等特點(diǎn)。這種管材的使用問(wèn)題是:基層與復(fù)合層的全熔焊問(wèn)題。為了獲得良好的焊接效果,正確的焊接方法是:一。焊前準(zhǔn)備在焊接前,對(duì)接觸層的油漆、污垢和氧化層進(jìn)行清洗,防止雜質(zhì)在焊接過(guò)程中受熱時(shí)分解為H2O和CO2。焊接前預(yù)熱基層和復(fù)合層。預(yù)熱采用電加熱方式,以對(duì)面中心線為基準(zhǔn),兩側(cè)不小于壁厚的3倍,且不小于50mm,防止過(guò)熱。2。焊接工藝先焊復(fù)合層,再焊基層。工藝流程:密封層——打底焊——過(guò)渡層——填充層——面層。1) 焊接管道對(duì)邊時(shí),管道內(nèi)壁應(yīng)平齊,內(nèi)壁數(shù)量不應(yīng)超過(guò)管壁厚度的10%,且應(yīng)≤2mm。2) 焊接時(shí)應(yīng)盡量采用多層焊接,每層焊道接頭應(yīng)盡量錯(cuò)開(kāi),焊道不宜過(guò)寬過(guò)厚。3) 焊管在點(diǎn)焊時(shí)必須充氬,以保證焊管的焊接質(zhì)量。打底焊時(shí),倒焊位置用內(nèi)絲填充,立焊、平焊用外絲填充。4) 引弧應(yīng)在坡口內(nèi)進(jìn)行,禁止在非焊接部位引弧。連接點(diǎn)應(yīng)保證電弧穿透和熔合。熄弧時(shí)應(yīng)填滿弧坑。5) 焊絲不應(yīng)接觸鎢極或直接進(jìn)入電弧的弧柱區(qū),以防止電弧的穩(wěn)定性受到損害和夾鎢缺陷的發(fā)生。焊絲的末端不得離開(kāi)保護(hù)區(qū)以防止焊絲氧化。6) 通道間溫度控制在150℃以下。施工時(shí)采用焊縫兩側(cè)水冷。在焊縫兩側(cè)距焊縫80mm處的鋼管上包上濕毛巾,使焊縫溫度盡快降低到150℃以下。三。焊后處理焊接結(jié)束后,應(yīng)仔細(xì)清理焊接表面的焊渣、焊接飛濺物等污垢,必要時(shí)進(jìn)行局部修整。不銹鋼復(fù)合管焊后應(yīng)進(jìn)行后熱處理,殘余應(yīng)力。焊后處理應(yīng)按設(shè)計(jì)要求進(jìn)行。底座的熱處理溫度應(yīng)根據(jù)底座的材質(zhì)要求選擇,其他參數(shù)按不銹鋼襯里管總厚度(7±1.5)mm計(jì)算。
不銹鋼復(fù)合管護(hù)欄焊接方法有幾種??jī)?nèi)襯不銹鋼復(fù)合管(304+Q235B)是一種新型復(fù)合管,不銹鋼復(fù)合管具有耐腐蝕、耐高溫、高延伸率、高強(qiáng)度等特點(diǎn)。這種管材的使用問(wèn)題是:基層與復(fù)合層的全熔焊問(wèn)題。為了獲得良好的焊接效果,正確的焊接方法是:一。焊前準(zhǔn)備在焊接前,對(duì)接觸層的油漆、污垢和氧化層進(jìn)行清洗,防止雜質(zhì)在焊接過(guò)程中受熱時(shí)分解為H2O和CO2。焊接前預(yù)熱基層和復(fù)合層。預(yù)熱采用電加熱方式,以對(duì)面中心線為基準(zhǔn),兩側(cè)不小于壁厚的3倍,且不小于50mm,防止過(guò)熱。2。焊接工藝先焊復(fù)合層,再焊基層。工藝流程:密封層——打底焊——過(guò)渡層——填充層——面層。1) 焊接管道對(duì)邊時(shí),管道內(nèi)壁應(yīng)平齊,內(nèi)壁數(shù)量不應(yīng)超過(guò)管壁厚度的10%,且應(yīng)≤2mm。2) 焊接時(shí)應(yīng)盡量采用多層焊接,每層焊道接頭應(yīng)盡量錯(cuò)開(kāi),焊道不宜過(guò)寬過(guò)厚。3) 焊管在點(diǎn)焊時(shí)必須充氬,以保證焊管的焊接質(zhì)量。打底焊時(shí),倒焊位置用內(nèi)絲填充,立焊、平焊用外絲填充。4) 引弧應(yīng)在坡口內(nèi)進(jìn)行,禁止在非焊接部位引弧。連接點(diǎn)應(yīng)保證電弧穿透和熔合。熄弧時(shí)應(yīng)填滿弧坑。5) 焊絲不應(yīng)接觸鎢極或直接進(jìn)入電弧的弧柱區(qū),以防止電弧的穩(wěn)定性受到損害和夾鎢缺陷的發(fā)生。焊絲的末端不得離開(kāi)保護(hù)區(qū)以防止焊絲氧化。6) 通道間溫度控制在150℃以下。施工時(shí)采用焊縫兩側(cè)水冷。在焊縫兩側(cè)距焊縫80mm處的鋼管上包上濕毛巾,使焊縫溫度盡快降低到150℃以下。三。焊后處理焊接結(jié)束后,應(yīng)仔細(xì)清理焊接表面的焊渣、焊接飛濺物等污垢,必要時(shí)進(jìn)行局部修整。不銹鋼復(fù)合管焊后應(yīng)進(jìn)行后熱處理,殘余應(yīng)力。焊后處理應(yīng)按設(shè)計(jì)要求進(jìn)行。底座的熱處理溫度應(yīng)根據(jù)底座的材質(zhì)要求選擇,其他參數(shù)按不銹鋼襯里管總厚度(7±1.5)mm計(jì)算。
江140*5復(fù)合不銹鋼欄桿廠家直銷")
