

我們精心制作的鋁合金型材不銹鋼管甄選好物產品視頻已經準備就緒,讓您一睹產品的風采。無論您是初次接觸還是再次了解,視頻都將為您帶來全新的視角和體驗。
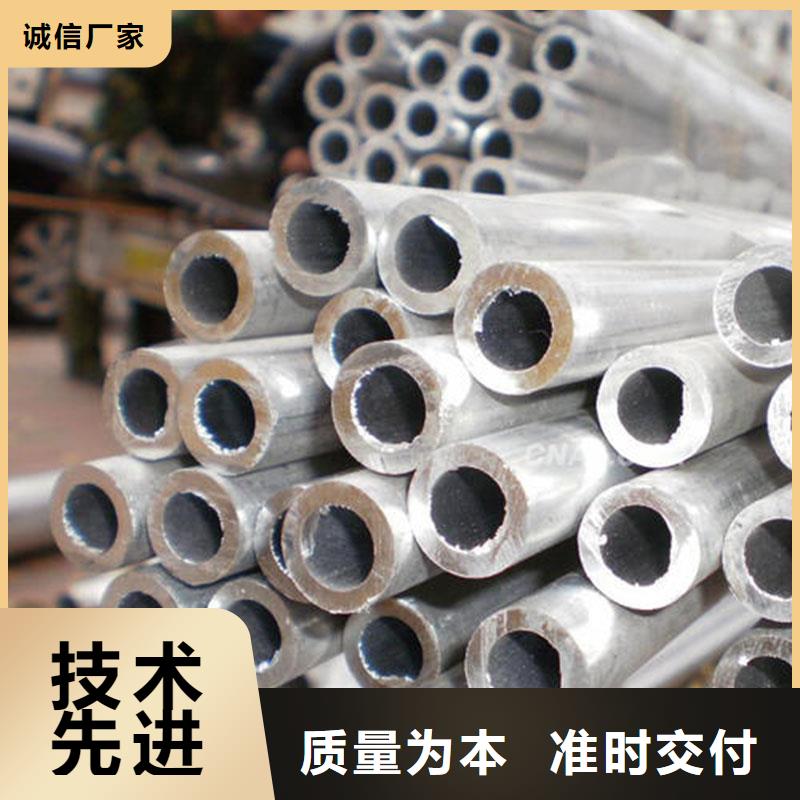
以下是:廣東陽江鋁合金型材不銹鋼管甄選好物的圖文介紹

鋁中雜質對性能的影響---1.合金元素影響:銅元素-鋁銅合金富鋁有些548時,銅在鋁中的較大溶解度為5.65%,溫度降到302時,銅的溶解度為0.45%。銅是重要的合金元素,有必定的固溶強化效果,此外時效分出的CuAl2有著顯著的時效強化效果。鋁合金中銅含量一般在2.5%~5%,銅含量在4%~6.8%時強化效果較好,所以大有些硬鋁合金的含銅量處于這規模。鋁銅合金中能夠富含較少的硅、鎂、錳、鉻、鋅、鐵等元素。硅元素-Al—Si合金系富鋁有些在共晶溫度577時,硅在固溶體中的較大溶解度為1.65%。雖然溶解度隨溫度下降而削減,介這類合金一般是不能熱處理強化的。鋁硅合金具有極好的鍛造功能和抗蝕性。若鎂和硅一起參加鋁中構成鋁鎂硅系合金,強化相為MgSi。鎂和硅的質量比為1.73:1。規劃Al-Mg-Si系合金成分時,基體上按此份額裝備鎂和硅的含量。有的Al-Mg-Si合金,為了進步強度,參加適當的銅,一起參加適當的鉻以抵消銅對立蝕性的晦氣影響。Al-Mg2Si合金系合金平衡相圖富鋁有些Mg2Si在鋁中的較大溶解度為1.85%,且隨溫度的下降而減速小。變形鋁合金中,硅獨自參加鋁中只限于焊接資料,硅參加鋁中亦有必定的強化效果。鎂元素-Al-Mg合金系平衡相圖富鋁有些雖然溶解度曲線標明,鎂在鋁中的溶解度隨溫度下降而大大地變小,但是在大有些工業用變形鋁合金中,鎂的含量均小于6%,而硅含量也低,這類合金是不能熱處理強化的,但是可焊性杰出,抗蝕性也罷,并有中等強度。鎂對鋁的強化是顯著的,每增加1%鎂,抗拉強度大概升高瞻遠34MPa。假如參加1%以下的錳,能夠彌補強化效果。因而加錳后可下降鎂含量,一起可下降熱裂傾向,別的錳還能夠使Mg5Al8化合物均勻沉淀,改進抗蝕性和焊接功能。錳元素-Al-Mn合金系平平衡相圖有些在共晶溫度658時,錳在固溶體中的較大溶解度為1.82%。合金強度隨溶解度增加不斷增加,錳含量為0.8%時,延伸率達較大值。Al-Mn合金對錯時效硬化合金,即不可熱處理強化。錳能阻撓鋁合金的再結晶進程,進步再結晶溫度,并能顯著細化再結晶晶粒。再結晶晶粒的細化首要是經過MnAl6化合物彌散質點對再結晶晶粒長大起阻止效果。MnAl6的另一效果是能溶解雜質鐵,構成(Fe、Mn)Al6,減小鐵的有害影響。錳是鋁合金的重要元素,能夠獨自參加構成Al-Mn二元合金,更多的是和其它合金元素一起參加,因而大多鋁合金中均富含錳。鋅元素-Al-Zn合金系平衡相圖富鋁有些275時鋅在鋁中的溶解度為31.6%,而在125時其溶解度則下降到5.6%。鋅獨自參加鋁中,在變形條件下對鋁合金強度的進步非常有限,一起存在應力腐蝕開裂、傾向,因而約束了它的運用。在鋁中一起參加鋅和鎂,構成強化相Mg/Zn2,對合金發生顯著的強化效果。Mg/Zn2含量從0.5%進步到12%時,可顯著增加抗拉強度和屈從強度。鎂的含量超越構成Mg/Zn2相所需超硬鋁合金中,鋅和鎂的份額操控在2.7擺布時,應力腐蝕開裂抗力較大。如在Al-Zn-Mg基礎上參加銅元素,構成Al-Zn-Mg-Cu系合金,基強化效果在所有鋁合金中較大,也是航天、航空工業、電力工業上的重要的鋁合金資料。2.量元素的影響:鐵和硅--鐵在Al-Cu-Mg-Ni-Fe系鍛鋁合金中,硅在Al-Mg-Si系鍛鋁中和在Al-Si系焊條及鋁硅鍛造合金中,均作為合金元素加的,在基它鋁合金中,硅和鐵是常見的雜質元素,對合金功能有顯著的影響。它們首要以FeCl3和游離硅存在。在硅大于鐵時,構成β-FeSiAl3(或Fe2Si2Al9)相,而鐵大于硅時,構成α-Fe2SiAl8(或Fe3Si2Al12)。當鐵和硅份額不當時,會引起鑄件發生裂紋,鑄鋁中鐵含量過高時會使鑄件發生脆性。鈦和硼-鈦是鋁合金中常用的增加元素,以Al-Ti或Al-Ti-B中心合金方式參加。鈦與鋁構成TiAl2相,成為結晶時的非自覺中心,起細化鍛造安排和焊縫安排的效果。Al-Ti系合金發生包反應時,鈦的臨界含量約為0.15%,假如有硼存在則減速小到0.01%。鉻-鉻在Al-Mg-Si系、Al-Mg-Zn系、Al-Mg系合金中常見的增加元素。600℃時,鉻在鋁中溶解度為0.8%,室溫時基本上不溶解。鉻在鋁中構成(CrFe)Al7和(CrMn)Al12等金屬間化合物,阻止再結晶的形核和長大進程,對合金有必定的強化效果,還能改進合金耐性和下降應力腐蝕開裂敏感性。但會場增加淬火敏感性,使陽極氧化膜呈黃色。鉻在鋁合金中的增加量一般不超越0.35%,并隨合金中過渡元素的增加而下降。鍶-鍶是外表活性元素,在結晶學上鍶能改變金屬間化合物相的行動。因而用鍶元素進行蛻變處理能改進合金的塑性加工性和終究產品質量。因為鍶的蛻變有效時刻長、效果和再現性好等長處,近年來在Al-Si鑄造合金中替代了鈉的運用。對揉捏用鋁合金中參加0.015%~0.03%鍶,使鑄錠中β-AlFeSi相成為漢字形α-AlFeSi相,削減了鑄錠均勻化時刻60%~70%,進步資料力學功能和塑性加工性;改進成品外表粗糙度。對于高硅(10%~13%)變形鋁合金中參加0.02%~0.07%鍶元素,可使初晶削減至較低極限,力學功能也顯著進步,抗拉強度бb由233MPa進步到236MPa,屈從強度б0.2由204MPa提高到210MPa,延伸率б5由9%增至12%。在過共晶Al-Si合金中參加鍶,能減小初晶硅粒子尺寸,改進塑性加工功能,可順暢地熱軋和冷軋。鋯元素-鋯也是鋁合金的常用增加劑。一般在鋁合金中參加量為0.1%~0.3%,鋯和鋁構成ZrAl3化合物,可阻止再結晶進程,細化再結晶晶粒。鋯亦能細化鍛造安排,但比鈦的效果小。有鋯存在時,會下降鈦和硼細化晶粒的效果。在Al-Zn-Mg-Cu系合金中,因為鋯對淬火敏感性的影響比鉻和錳的小,因而宜用鋯來替代鉻和錳細化再結晶安排。雜質元素-稀土元素參加鋁合金中,使鋁合金熔鑄時增加成分過冷,細化晶粒,削減二次晶距離,削減合金中的氣體和攙雜,并使攙雜相趨于球化。還可下降熔體外表張力,增加流動性,有利于澆注成錠,對工藝功能有著顯著的影響。各種稀土參加量約為0.1%at%為好。混合稀土(La-Ce-Pr-Nd等混合)的增加,使Al-0.65%Mg-0.61%Si合金時效G?P區構成的臨界溫度下降。含鎂的鋁合金,能激起稀土元素的蛻變效果。


恒金屬材料銷售 (陽江市分公司)座落于北辰區雙街鎮京津路西(北方實業發展有限公司內) ,地理位置得天獨厚,交通運輸j i為方便。主營產品: 低中壓鍋爐管,并得到用戶的一致好評和肯定,在本行業享有一定的盛譽。我公司宗旨:誠信為本,質量可靠,互惠互利,共謀發展! 恒金屬材料銷售 (陽江市分公司)向新老朋友和廣大客戶對本公司的支持表示衷心得感謝,愿我們長期合作,共同發展。



鋁型材的表面處理工藝多種多樣,在這里主要介紹鋁型材的氧化處理工藝。眾所周知,鋁型材的氧化處理工藝分為陽極氧化和化學氧化兩大類,兩者有比較大的差別。陽極氧化指的是將鋁型材置于相應的電解液和特定的工藝條件下,利用電解作用使其表面形成氧化鋁薄膜的過程,稱為鋁型材的陽極氧化處理。陽極氧化如果沒有特別指明,通常是指硫酸陽極氧化。化學氧化指的是采用化學介質處理鋁型材表面,通過化學反應使其表面氧化,生成穩定的防銹氧化膜,稱為鋁型材的化學氧化處理。化學氧化的工藝按其溶液性質可分為堿性氧化法和酸性氧化法兩大類。
兩種處理方法有如下三點區別:(1)陽極氧化是在通高壓電的情況下進行的,它是一種電化學反應過程;化學氧化不需要通電,而只需要在藥水里浸泡就行了,它是一種純化學反應。(2)陽極氧化需要的時間很長,往往要幾十分鐘,而化學氧化只需要短短的幾十秒。(3)陽極氧化生成的的氧化膜厚度約為5——20米(硬質陽極氧化膜厚度可達60——200米),擁有較高硬度,良好的耐熱和絕緣性,抗蝕能力高于化學氧化膜,多孔,有很好的吸附能力。而化學氧化生成的膜僅僅0.01—0.15米左右,質軟不耐磨,抗蝕能力低于陽極氧化膜,一般不宜單獨使用。
工業鋁型材表面處理有好幾種方法,陽極氧化,粉末噴涂,電泳處理等等,不管是哪種方法都是在鋁型材表面形成一層保護膜,要想判斷工業鋁型材表面處理是否達標的話,就是判斷氧化膜的厚度是否達標。下面小編就來給大家講解一下各個白面處理方式得到的氧化膜厚度標準。
一是陽極氧化。鋁型材表面氧化膜厚,根據使用需要主要分4個等級,分別是AA10、AA15、AA20、AA25,即鋁合金型材的表面膜厚均值分別是10μm、15μm、20μm、25μm,其局部不低于8μm、12μm、16μm、20μm。二是粉末噴涂。粉末噴涂表面涂層膜厚一般不分等級,通常平均膜厚不低于40μm,局部不低于35μm。三是電泳表面處理。電泳表面膜厚一般分為三個等級:A、B、S三個等級。A級:12μm氧化膜+9μm電泳膜,復合膜厚局部不低于21μm。B級:9μm氧化膜+7μm電泳膜,復合膜厚局部不低于16μm。S級:6μm氧化膜+15μm電泳膜,復合膜厚局部不低于21μm。
兩種處理方法有如下三點區別:(1)陽極氧化是在通高壓電的情況下進行的,它是一種電化學反應過程;化學氧化不需要通電,而只需要在藥水里浸泡就行了,它是一種純化學反應。(2)陽極氧化需要的時間很長,往往要幾十分鐘,而化學氧化只需要短短的幾十秒。(3)陽極氧化生成的的氧化膜厚度約為5——20米(硬質陽極氧化膜厚度可達60——200米),擁有較高硬度,良好的耐熱和絕緣性,抗蝕能力高于化學氧化膜,多孔,有很好的吸附能力。而化學氧化生成的膜僅僅0.01—0.15米左右,質軟不耐磨,抗蝕能力低于陽極氧化膜,一般不宜單獨使用。
工業鋁型材表面處理有好幾種方法,陽極氧化,粉末噴涂,電泳處理等等,不管是哪種方法都是在鋁型材表面形成一層保護膜,要想判斷工業鋁型材表面處理是否達標的話,就是判斷氧化膜的厚度是否達標。下面小編就來給大家講解一下各個白面處理方式得到的氧化膜厚度標準。
一是陽極氧化。鋁型材表面氧化膜厚,根據使用需要主要分4個等級,分別是AA10、AA15、AA20、AA25,即鋁合金型材的表面膜厚均值分別是10μm、15μm、20μm、25μm,其局部不低于8μm、12μm、16μm、20μm。二是粉末噴涂。粉末噴涂表面涂層膜厚一般不分等級,通常平均膜厚不低于40μm,局部不低于35μm。三是電泳表面處理。電泳表面膜厚一般分為三個等級:A、B、S三個等級。A級:12μm氧化膜+9μm電泳膜,復合膜厚局部不低于21μm。B級:9μm氧化膜+7μm電泳膜,復合膜厚局部不低于16μm。S級:6μm氧化膜+15μm電泳膜,復合膜厚局部不低于21μm。


鑒于常規增壓階段壓射沖頭通過料餅施加鑄造壓力而實現補縮作用,采取的措施是在鑄件縮孔附近增加一個類似渣包結構來充當料餅,利用一副油缸抽芯機構充當沖頭,在鑄件凝固后期對易產生縮孔的區域進行二次增壓補縮,以達到縮孔的目的。通常來講,這樣的二次加壓機構叫做擠壓銷,它的加壓原理是在金屬液或合金液澆注后到完全凝固前施加適當的壓力以加強鑄件凝固補縮效果,達到提高鑄件致密度、減小或縮孔的目的。加壓凝固能夠改變金屬及其合金物理參數和結晶過程,改變疏松空洞的分布和尺寸,提高鑄件的致密度,改善鑄件的拉伸強度和硬度等性能。根據鑄件補縮、增壓規律,擠壓銷動作號采用鑄造過程的增壓號,并在此基礎上延遲作為啟動號,因此,擠壓銷主要控制擠壓深度和擠壓延遲時間兩個參數。擠壓深度依鑄件結構和縮孔分布、大小而定,一般為10~20 mm;擠壓延時主要參考增壓時間設定,一般為2~5 s。實際工程中,擠壓參數的確定是在經驗值的基礎上根據鑄造情況再作優化。為了方便調整擠壓參數,通常采用單獨油缸控制擠壓銷動作。
針對曲軸箱鑄件,后期的改善措施為在模具軸承孔附近對稱布置兩根擠壓銷(位置見圖5),通過調整擠壓深度和擠壓延時兩個主要參數,優化擠壓銷的二次加壓的補縮效果,從而降低鑄件縮孔率。在前述措施的基礎上,模具追加兩根擠壓銷后縮孔率明顯下降,不良率由4%降低到0.2%。同時,在0.2%的縮孔不良品中,其縮孔大小明顯減小。因此,擠壓銷方案對于控制壁厚加大的鑄件縮孔率起到了較好的作用。但是,在本次改善過程中,鑄件縮孔不良率也曾出現過波動現象,通過優化擠壓參數擠壓深度15 mm、擠壓延遲時間2.5 s和規定擠壓銷使用壽命(次/8000模)等相關規范,使鑄件不良率穩定在0.2%附近。可以看出,鑄件縮孔出現在軸承孔附近,分布較廣且分散,組 織較為疏松,由于汽缸體軸承孔需要通以壓力潤滑油,因此鑄件在使用期間存在漏油風險;通過改善后,從X射線探傷照片上已看不出疏松的縮孔分布,鑄件內部組 織顯得更加致密。
鋁壓鑄件縮孔探究,廢品率從5%到0.2%的對策。結論:(1)縮孔是一種常見的鑄件內部缺陷,易出現在壁厚較大、模溫較高等區域。通常從模具設計(澆注系統、冷卻系統)、工藝參數設置和鑄造條件保證等幾方面出發。針對涉及的壁厚較大鑄件,傳統的改善措施只能起到緩解作用,而不能徹底解決問題。(2)仿照沖頭在增壓階段的補縮作用設計了兩根擠壓銷,對縮孔區域起到了二次加壓的補縮作用,效果較為明顯。
針對曲軸箱鑄件,后期的改善措施為在模具軸承孔附近對稱布置兩根擠壓銷(位置見圖5),通過調整擠壓深度和擠壓延時兩個主要參數,優化擠壓銷的二次加壓的補縮效果,從而降低鑄件縮孔率。在前述措施的基礎上,模具追加兩根擠壓銷后縮孔率明顯下降,不良率由4%降低到0.2%。同時,在0.2%的縮孔不良品中,其縮孔大小明顯減小。因此,擠壓銷方案對于控制壁厚加大的鑄件縮孔率起到了較好的作用。但是,在本次改善過程中,鑄件縮孔不良率也曾出現過波動現象,通過優化擠壓參數擠壓深度15 mm、擠壓延遲時間2.5 s和規定擠壓銷使用壽命(次/8000模)等相關規范,使鑄件不良率穩定在0.2%附近。可以看出,鑄件縮孔出現在軸承孔附近,分布較廣且分散,組 織較為疏松,由于汽缸體軸承孔需要通以壓力潤滑油,因此鑄件在使用期間存在漏油風險;通過改善后,從X射線探傷照片上已看不出疏松的縮孔分布,鑄件內部組 織顯得更加致密。
鋁壓鑄件縮孔探究,廢品率從5%到0.2%的對策。結論:(1)縮孔是一種常見的鑄件內部缺陷,易出現在壁厚較大、模溫較高等區域。通常從模具設計(澆注系統、冷卻系統)、工藝參數設置和鑄造條件保證等幾方面出發。針對涉及的壁厚較大鑄件,傳統的改善措施只能起到緩解作用,而不能徹底解決問題。(2)仿照沖頭在增壓階段的補縮作用設計了兩根擠壓銷,對縮孔區域起到了二次加壓的補縮作用,效果較為明顯。



