


一分鐘的時間,對于了解我們的繞筋機 五機頭鋼筋彎箍機本地廠家值得信賴產品來說足夠了。從產品的外觀到內在,從功能到性能,視頻將為您展現產品的每一個細節和特性。
以下是:繞筋機 五機頭鋼筋彎箍機本地廠家值得信賴的圖文介紹

建貿機械設備(永修縣分公司)自成立至今,憑借在 數控彎箍機行業多年的生產經驗和完善的售后服務,已形成了以眾多生產企業為主的客戶群,公司致力于為每個客戶提供 數控彎箍機解決方案。


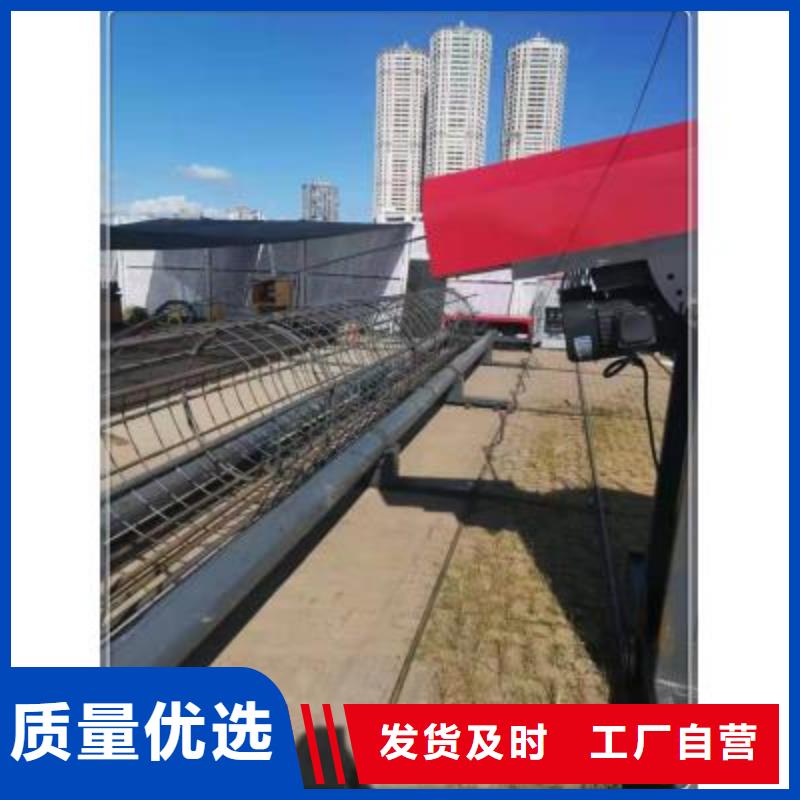
工作原理根據施工要求,首先調整鋼筋籠繞筋機兩滾筒間距離,將鋼筋籠的主筋架預制好吊裝到鋼筋籠繞筋機兩滾筒之間,通過穿過矯直器將盤筋穿入鋼筋籠,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過固定旋轉及移動旋轉盤轉動把繞筋纏繞在主筋上,同時進行焊接,從而形成產品鋼筋籠---這就是 鉆孔灌注樁鋼筋籠繞筋機,即“簡易鋼筋籠成型機”的工作原理. 產品優勢;1;該設備由PLC工控控制,內置程序,操作簡單。2;繞筋間距無極可調,調直速度、行走速度、旋轉速度 均由頻器控制,速度可根據鋼筋籠的規格、工人的熟練程度任意調節。3;鋼筋籠繞筋機具有參數自動存儲功能,可存儲數百種規格的鋼筋籠參數。4;設備具有遠距離遙控功能,專門定制工業遙控器,配備信號增強天線,控制靈活方便。5;滾筒采用一級無縫鋼管壁厚耐磨,大大增加了設備的使用壽命。6;調直機構角度可調節,適用范圍廣。7;放線架由實心圓鋼,和厚度10mm的鋼板加工而成,結構扎實,可放整捆鋼筋。本設備,適用于高速公路、高速鐵路、地鐵、水電站、房建防護等各種規格的鋼筋籠的加工。



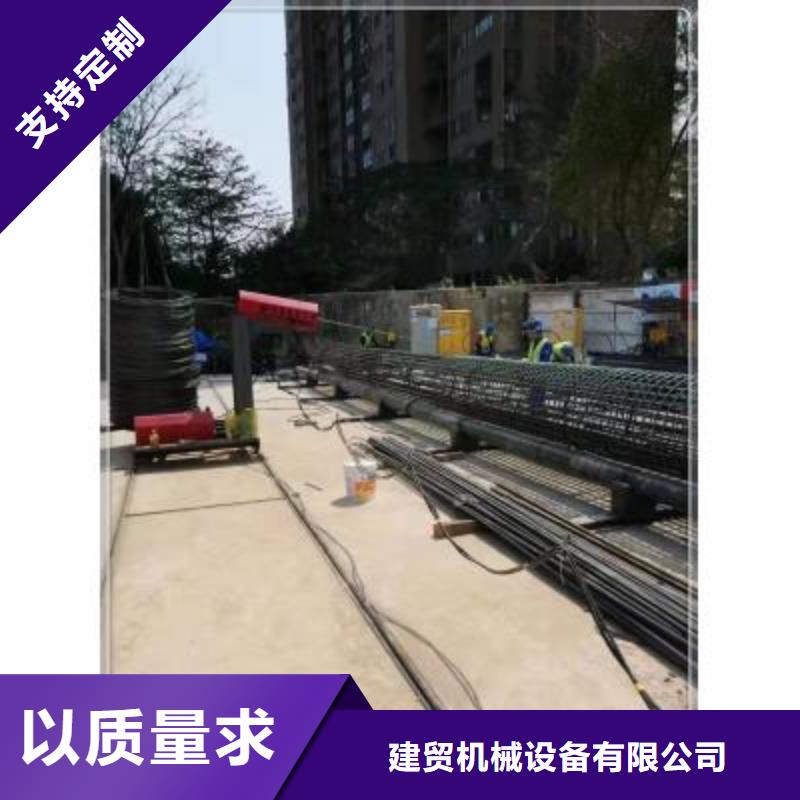
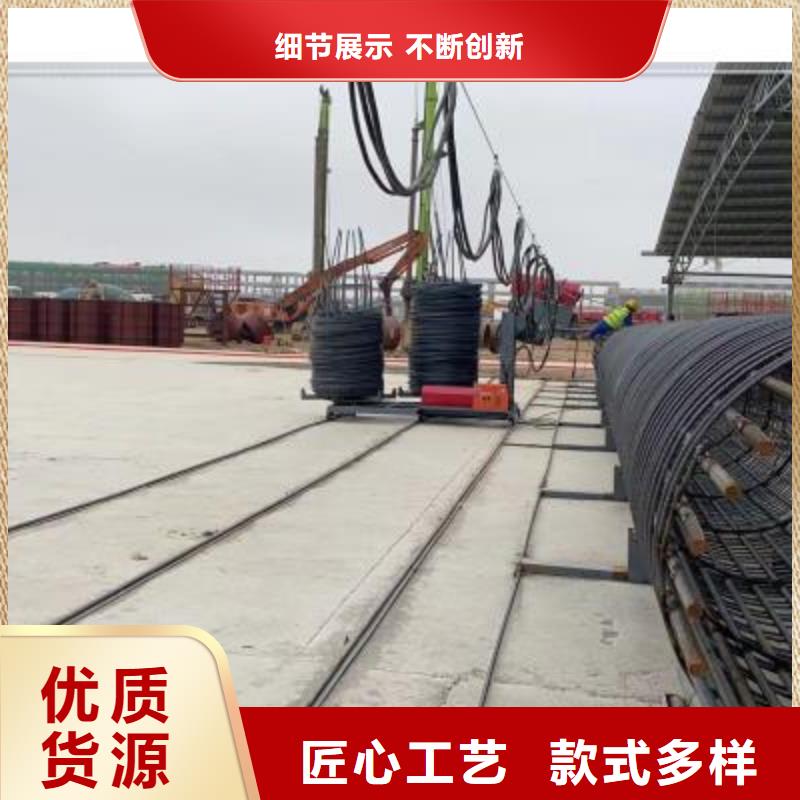
鋼筋籠設備—繞筋機自動纏繞:為保證骨架不變形,吊裝時須用兩點吊吊點設在骨架的下部,第二吊點設在骨架長度的中點到三分點之間。在加強筋內加焊十字支撐,起吊時先提吊點,使骨架稍稍提起,再與第二吊點同時起吊,待骨架離開地面后,吊點停止起吊,繼續第二吊點。起吊要垂直,骨架入孔時應慢慢下放,嚴禁碰撞孔壁。吊繩要采用四根一樣長的,切不可采用兩根對折吊裝鋼筋籠。完工的骨架不下設備,繼續進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接機器上骨架制作;備齊一節鋼筋籠所需箍筋按位置平放兩鐵輥上,將一根主筋抬放于鐵輥長度上方,好起始尺寸,箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。


鋼筋籠繞筋機運行中工作原理:根據施工要求,鋼筋籠的主筋通過專用模具制作完成(包括內支撐),把鋼筋籠主筋置于鋼筋籠繞筋機上,將盤筋(繞筋)端頭先焊接在一根主筋上,然后通過傳動托輥旋轉以及小車的移動把盤筋繞在主筋上,同時進行焊接,從而形成成品鋼筋籠。按滾輪轉動不同,滾焊可分為連續滾焊、斷續滾焊和步進滾焊:1、連續滾焊 連續滾焊時,工件在兩滾 間連續移動(即滾盤連續旋轉),焊接電流也連續通過工件。這種方法易使工件表面和熔核附近過熱,電機磨損嚴重,焊縫易出現較深的壓坑,因而很少使用。2、斷續滾焊 斷續滾焊時,滾輪連續轉動,工件連續移動,電流斷續通過工件,形成的焊縫由彼此搭疊的熔核組成。由于電流斷續通過,在休止時間內,滾輪和工件得以冷卻,因而可以提高滾輪壽命,減小熱影響區寬度和工件變形,獲得較好的焊接質量,沒有連續滾焊時的缺點。斷續滾焊時,在熔核冷卻時滾盤已離開焊接區,沒有充分的鍛壓過程,熔核在壓力減小的情況下結晶,很容易產生表面過熱、縮孔和裂紋。3、步進滾焊 步進滾焊時,滾輪斷續轉動,電流在工件不動時通過工件。由于金屬的熔化和結晶均在滾輪不動時進行,整個結晶過程中都有壓力存在,改善了散熱和壓固條件,從而可以更有效地提高焊接質量,延長滾輪壽命,獲得的焊縫比較致密。這種方法多用于鋁、鎂合金的焊接,用于縫焊高溫合金,也能有效地提高焊接質量,但這種滾焊需要有使滾盤斷續旋轉的比較復雜的機械裝置。



