


聯(lián)系我們

- 球墨鑄鐵井蓋源頭廠(chǎng)商
- 不銹鋼橋梁防撞護(hù)欄河道景觀(guān)燈光護(hù)欄不銹鋼復(fù)合管護(hù)欄從廠(chǎng)家買(mǎi)售后有保障
- 不銹鋼復(fù)合管防撞護(hù)欄【高速開(kāi)口欄網(wǎng)】精心打造
- 護(hù)欄【景觀(guān)】護(hù)欄把實(shí)惠留給您
- 混凝土拋丸機(jī)路面拋丸機(jī)質(zhì)檢嚴(yán)格放心品質(zhì)
- 軟管泵,混凝土拋丸機(jī)自有廠(chǎng)家
- 玻璃鋼模具鋼模具品牌專(zhuān)營(yíng)
- 鋼模具電纜槽模具支持加工定制
- 機(jī)超產(chǎn)品在細(xì)節(jié)
- 無(wú)縫鋼管品質(zhì)之選
- 護(hù)欄廠(chǎng)家直銷(xiāo)放心
- 成都到回程貨車(chē)整車(chē)運(yùn)輸公司整車(chē)整噸_專(zhuān)業(yè)返空車(chē)運(yùn)輸
- 廣場(chǎng)公園景觀(guān)小品性?xún)r(jià)比高
- 租賃箱變口碑好信息
- 襯塑鋼管哪里便宜
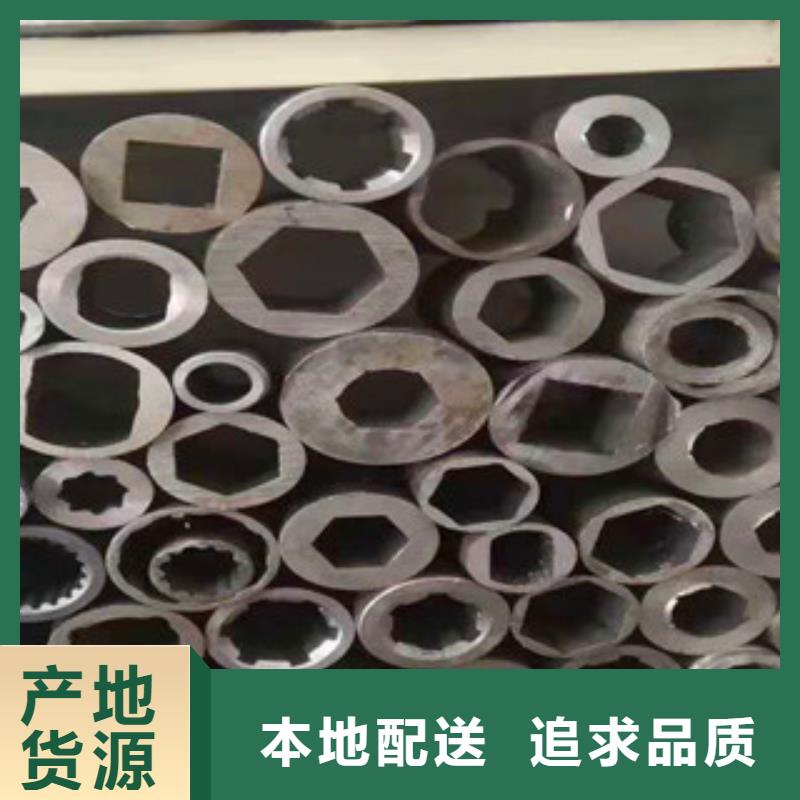
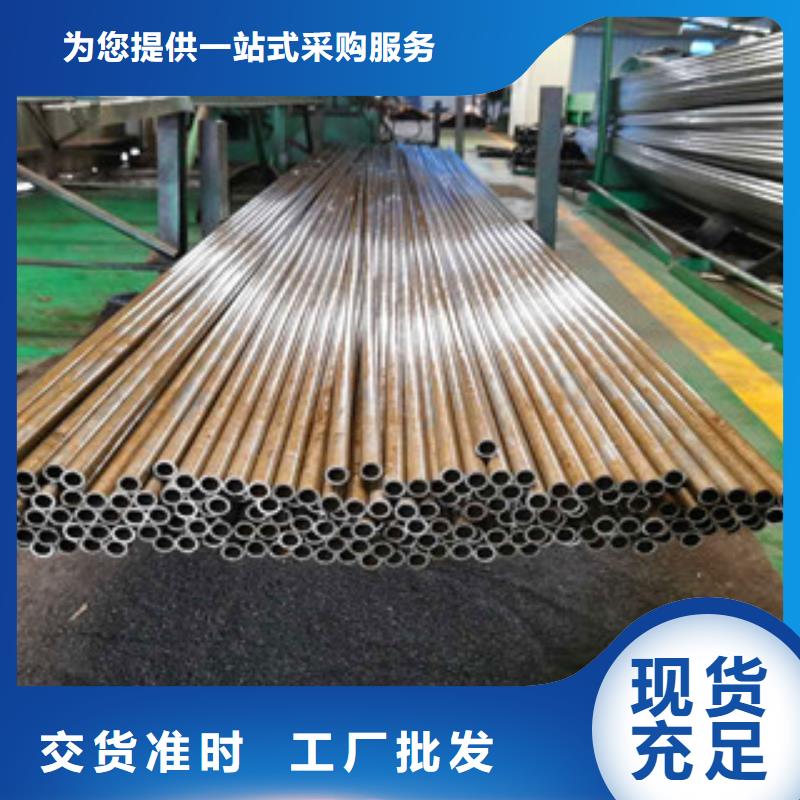
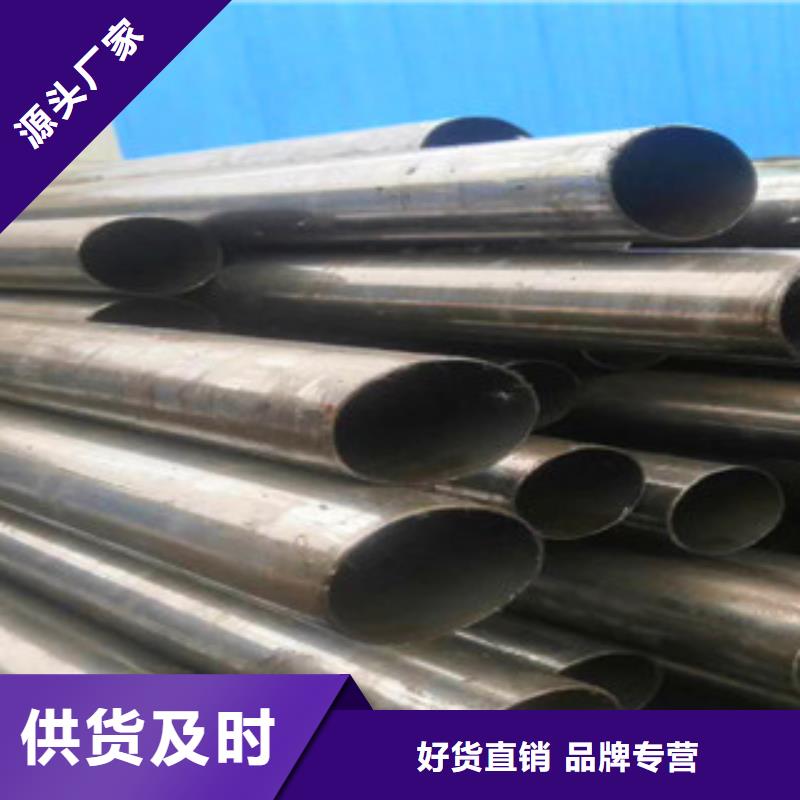
精密無(wú)縫鋼管,熱軋無(wú)縫鋼管今日新品
更新時(shí)間:2025-06-21 13:27:27 ip歸屬地:永州,天氣:小雨,溫度:25-30 瀏覽次數(shù):19 公司名稱(chēng):聊城 龍麗金屬材料(永州市分公司)
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
| 無(wú)縫鋼管 | 國(guó)標(biāo) |
| 無(wú)縫鋼管 | 國(guó)標(biāo) |
| 范圍 | 精密無(wú)縫鋼管,熱軋無(wú)縫鋼管生產(chǎn)基地位于【聊城】,供應(yīng)范圍覆蓋湖南省 長(zhǎng)沙市、衡陽(yáng)市、邵陽(yáng)市、湘潭市、株洲市、張家界市、岳陽(yáng)市、常德市、益陽(yáng)市、懷化市、婁底市、湘西市、永州市、郴州市 零陵區(qū)、冷水灘區(qū)、祁陽(yáng)市、東安縣、雙牌縣、道縣、江永縣、寧遠(yuǎn)縣、藍(lán)山縣、新田縣等區(qū)域。 |

縫鋼管,熱軋無(wú)縫鋼管今日新品")
龍麗金屬材料(永州市分公司) 精拉光亮管產(chǎn)品自推出市場(chǎng)以來(lái),其可靠的性能、人性化的設(shè)計(jì)、合理的價(jià)格、完善的售后服務(wù)為公司樹(shù)立企業(yè)形象、開(kāi)展業(yè)務(wù)奠定了良好的市場(chǎng)基礎(chǔ)。吸引了眾多客戶(hù)青睞的目光, 精拉光亮管得到了廣大客戶(hù)的一致認(rèn)可。
縫鋼管,熱軋無(wú)縫鋼管今日新品")
縫鋼管,熱軋無(wú)縫鋼管今日新品")
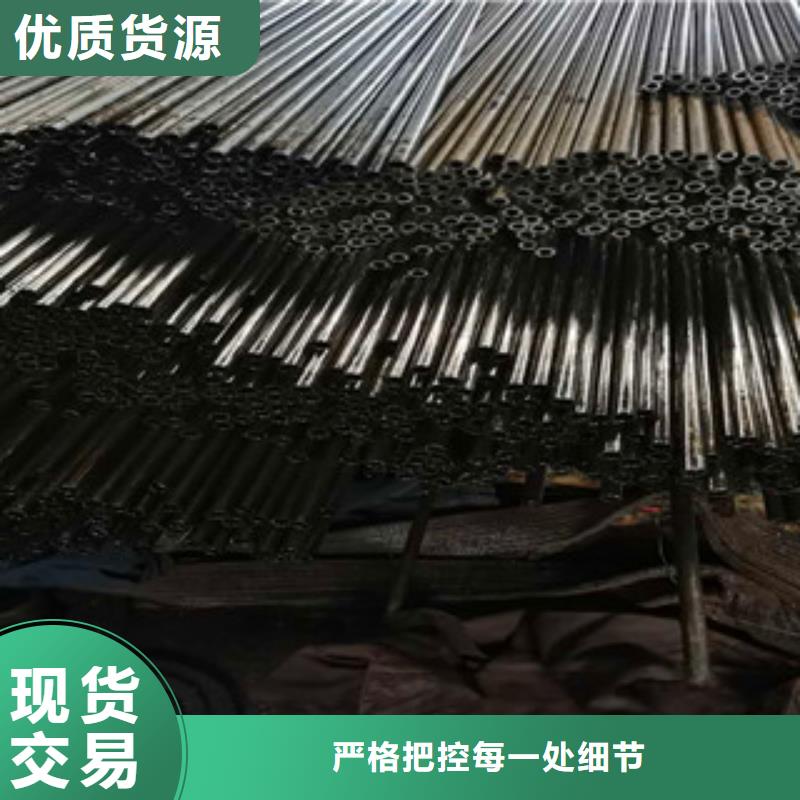
熱軋精密鋼管生產(chǎn)工序介紹:
1.熱軋(擠壓無(wú)縫精密鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(yàn)(或探傷)→標(biāo)記→入庫(kù)
軋制無(wú)縫管的原料是圓管坯,圓管胚要經(jīng)過(guò)切割機(jī)的切割加工成長(zhǎng)度約為1米的坯料,并經(jīng)傳送帶送到熔爐內(nèi)加熱。鋼坯被送入熔爐內(nèi)加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內(nèi)溫度控制是關(guān)鍵性的問(wèn)題.圓管坯出爐后要經(jīng)過(guò)壓力穿孔機(jī)進(jìn)行穿空。一般較常見(jiàn)的穿孔機(jī)是錐形輥穿孔機(jī),這種穿孔機(jī)生產(chǎn)效率高,產(chǎn)品質(zhì)量好,穿孔擴(kuò)徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機(jī)通過(guò)錐形鉆頭高速旋轉(zhuǎn)入鋼胚打孔,形成精密鋼管。精密鋼管內(nèi)徑由定徑機(jī)鉆頭的外徑長(zhǎng)度來(lái)確定。精密鋼管經(jīng)定徑后,進(jìn)入冷卻塔中,通過(guò)噴水冷卻,精密鋼管經(jīng)冷卻后,就要被矯直。精密鋼管經(jīng)矯直后由傳送帶送至金屬探傷機(jī)(或水壓實(shí)驗(yàn))進(jìn)行內(nèi)部探傷。若精密鋼管內(nèi)部有裂紋,氣泡等問(wèn)題,將被探測(cè)出。精密鋼管質(zhì)檢后還要通過(guò)嚴(yán)格的手工挑選。精密鋼管質(zhì)檢后,用油漆噴上編號(hào)、規(guī)格、生產(chǎn)批號(hào)等。并由吊車(chē)吊入倉(cāng)庫(kù)中。
縫鋼管,熱軋無(wú)縫鋼管今日新品")
縫鋼管,熱軋無(wú)縫鋼管今日新品")
縫鋼管,熱軋無(wú)縫鋼管今日新品")
精密鋼管擠壓潤(rùn)滑
在擠壓管材時(shí)對(duì)擠壓桿和穿孔針都要進(jìn)行潤(rùn)滑。鉛管擠壓時(shí)用動(dòng)物脂潤(rùn)滑。擠壓鋁及鋁合金管的潤(rùn)滑劑為汽缸油(70%~90%)和片狀石墨(10%~25%)混合物,還可添加10%~20%的鉛丹或10%左右的石墨粉。鎂及鎂合金、鋅及鋅合金管材擠壓時(shí)可用石墨和油的混合物潤(rùn)滑。擠壓銅管一般用機(jī)油和石墨混合物作潤(rùn)滑劑。擠壓鈦及鈦合金管時(shí)多采用玻璃潤(rùn)滑劑潤(rùn)滑。擠壓鋯管時(shí)常在錠外加上黃銅套筒作潤(rùn)滑劑,以油-石墨混合物作輔助潤(rùn)滑劑,也可在鹽浴中加熱錠坯后再涂一層玻璃膜。擠壓純鎳、低合金化鎳合金、鎳-鉻-鉬合金和鎳-銅-鐵合金管時(shí),在以玻璃潤(rùn)滑劑潤(rùn)滑之前,應(yīng)用硬脂酸和石墨混合物潤(rùn)滑擠壓筒、擠壓模和擠壓桿。擠壓碳精密鋼管時(shí)用油-石墨-鹽混合物作潤(rùn)滑劑,擠壓合金精密鋼管時(shí)則用玻璃作潤(rùn)滑劑(見(jiàn)擠壓潤(rùn)滑)。玻璃潤(rùn)滑劑的使用方法有涂層法、玻璃粉滾粘法和玻璃布包覆法3種。涂層法是在錠坯上涂一層玻璃液體,或直接將錠坯浸入玻璃液體中。滾粘法是使錠坯沿著均勻撒有玻璃粉的傾斜工作面上滾過(guò),使玻璃粉粘附于錠坯的側(cè)表面上。包覆法是將玻璃布包于熱錠坯上。這3種潤(rùn)滑方法用于潤(rùn)滑擠壓筒。擠壓模的潤(rùn)滑方法是在模工作面與錠坯之間放置一只厚3~10mm、內(nèi)孔稍大于模孔的玻璃墊。對(duì)穿孔針的潤(rùn)滑可將玻璃布包覆在針的涂有瀝青的工作段上。
坯料選擇也是擠壓管材時(shí)的一個(gè)重要程序,其中包括錠坯種類(lèi)的選擇、斷面尺寸的確定和擠壓前的預(yù)處理。
縫鋼管,熱軋無(wú)縫鋼管今日新品")
縫鋼管,熱軋無(wú)縫鋼管今日新品")
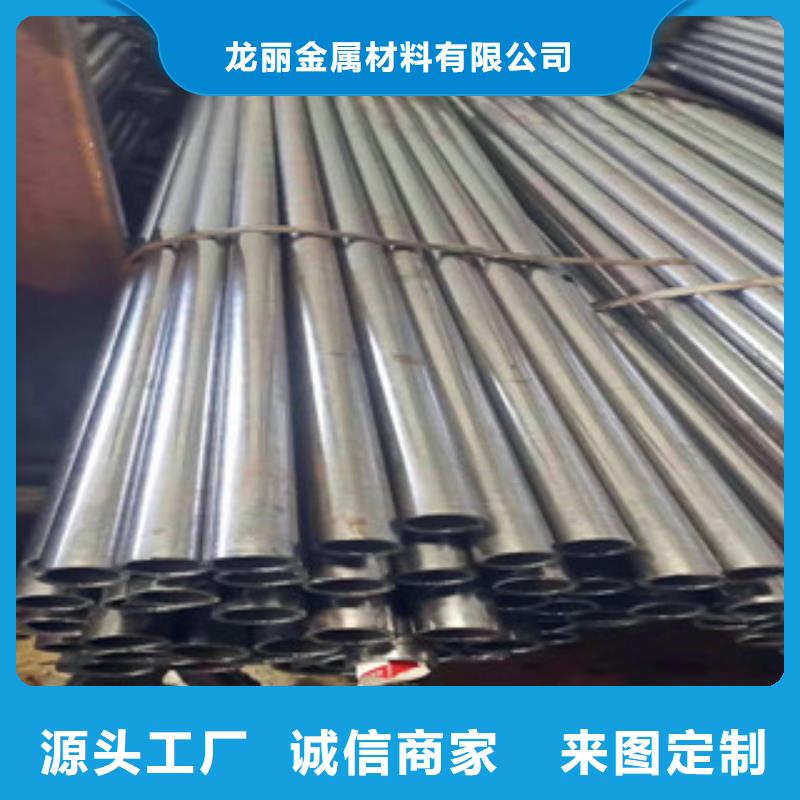
精密鋼管生產(chǎn)方式:
(3)長(zhǎng)芯棒滾模拔制圓管工藝(圖7)。中國(guó)北京科技大學(xué)研究成功的多輥滾模長(zhǎng)芯棒拔制圓管的過(guò)程是:拔制前先將管頭縮口,使之與芯棒錐形過(guò)渡區(qū)相配合以卡住管子。然后插入芯棒,且使長(zhǎng)芯棒細(xì)端通過(guò)滾模。拔制時(shí)冷拔機(jī)鉗口咬住芯棒細(xì)端做直線(xiàn)運(yùn)動(dòng),并將管子和芯棒一起從滾模中拉出,實(shí)現(xiàn)管材減壁延伸變形,變單純冷拔法為拔軋結(jié)合法。這種方法可獲得大的道次變形量,可減少能量消耗,結(jié)構(gòu)簡(jiǎn)單,管子表面質(zhì)量好;缺點(diǎn)是脫棒較困難。
縫鋼管,熱軋無(wú)縫鋼管今日新品")
縫鋼管,熱軋無(wú)縫鋼管今日新品")
縫鋼管,熱軋無(wú)縫鋼管今日新品")