

聯系我們

當前位置:
滄州 鋼興鋼管
(永州市分公司) >
永州本地熱動態
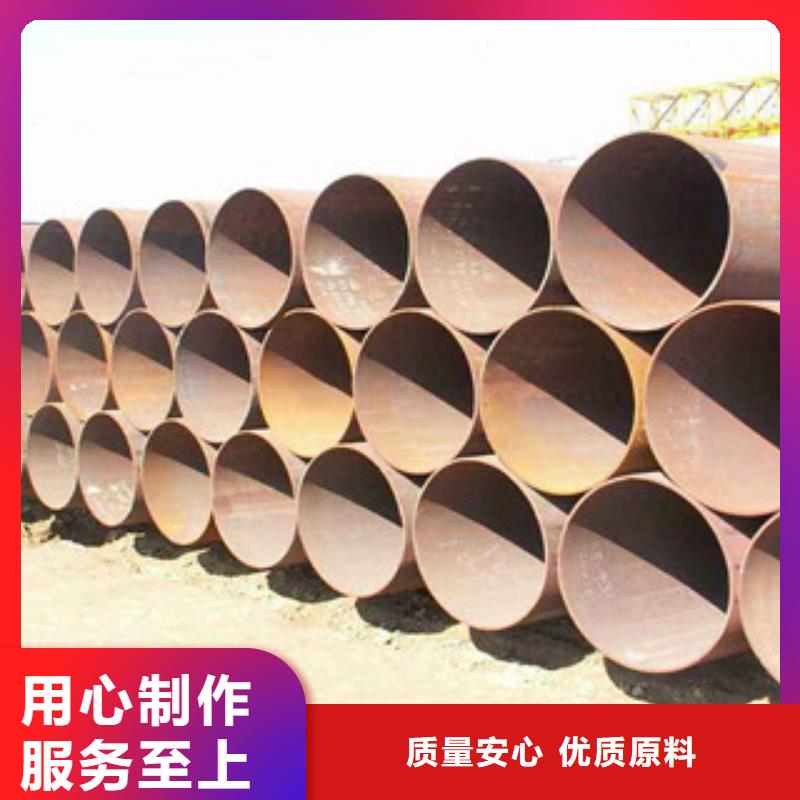
直縫管合金管源頭工廠量大優惠
更新時間:2025-06-04 20:37:13 ip歸屬地:永州,天氣:晴,溫度:18-30 瀏覽次數:12 公司名稱:滄州 鋼興鋼管 (永州市分公司)
以下是:直縫管合金管源頭工廠量大優惠的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 377 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產地 | 滄州 |
| 類型 | 無縫鋼管 |
| 品牌 | 鋼興 |
| 范圍 | 生產基地位于【滄州】,供應范圍覆蓋湖南省 長沙市、衡陽市、邵陽市、湘潭市、株洲市、張家界市、岳陽市、常德市、益陽市、懷化市、婁底市、湘西市、永州市、郴州市 零陵區、冷水灘區、祁陽市、東安縣、雙牌縣、道縣、江永縣、寧遠縣、藍山縣、新田縣等區域。 |
以下是:直縫管合金管源頭工廠量大優惠的圖文視頻


直縫管合金管源頭工廠量大優惠,鋼興鋼管
(永州市分公司)為您提供直縫管合金管源頭工廠量大優惠,聯系人:劉學成,請聯系鋼興鋼管
(永州市分公司),發貨地:風化店鄉后棗園工業區。 湖南省,永州市 2022年,永州市實現地區生產總值2410.28億元,同比增長5.1%。
想要探索直縫管合金管源頭工廠量大優惠的奧秘嗎?不妨點擊這個產品視頻,它將帶您走進一個精彩絕倫的世界,讓您對產品的每一個細節都了如指掌。
以下是:直縫管合金管源頭工廠量大優惠的圖文介紹
鋼興鋼管 (永州市分公司)成立以來,以“讓鋼興鋼管 (永州市分公司)走向世界”為目標,堅持“實用、耐用、節能、”的生產理念,不斷引進國內外技術,致力于 20G無縫鋼管的研發和制造。


影響大直徑直縫埋弧焊管全長機械擴徑質量的因素有很多,其中與擴徑成型質量直接相關的關鍵因素有擴徑率、軸向重疊量、扇形塊的數目和邊緣圓角、扇形塊與鋼管內壁間的摩擦與潤滑、鋼管的形狀誤差、擴脹速度以及擴徑機的矯直設置等。
(1)在擴徑率較小時,隨著擴徑率增大,鋼管的圓度誤差減小,但當擴徑率增大到一定值以后,隨著擴徑率的增大,鋼管橫截面上的變形不均勻程度加劇,鋼管的圓度誤差將大幅增加,在實際生產中,擴徑率 控制在0.8%~1.5%之間。
(2)軸向重疊量對鋼管全長擴徑的縱向變形均勻性和擴徑效率具有一定的影響,零重疊量和較小的正向重疊量有利于減輕過渡段的“竹節”現象和提高擴徑效率。
(3)增加扇形塊的數目,提高擴脹速度,增強扇形塊與鋼管內壁間的摩擦與潤滑,使接觸區的摩擦系數減小等均有利于管壁應力趨于均勻分布。
(4)擴徑對改善鋼管的圓度效果明顯。經過擴徑后,鋼管的圓度誤差變得非常小。
(1)在擴徑率較小時,隨著擴徑率增大,鋼管的圓度誤差減小,但當擴徑率增大到一定值以后,隨著擴徑率的增大,鋼管橫截面上的變形不均勻程度加劇,鋼管的圓度誤差將大幅增加,在實際生產中,擴徑率 控制在0.8%~1.5%之間。
(2)軸向重疊量對鋼管全長擴徑的縱向變形均勻性和擴徑效率具有一定的影響,零重疊量和較小的正向重疊量有利于減輕過渡段的“竹節”現象和提高擴徑效率。
(3)增加扇形塊的數目,提高擴脹速度,增強扇形塊與鋼管內壁間的摩擦與潤滑,使接觸區的摩擦系數減小等均有利于管壁應力趨于均勻分布。
(4)擴徑對改善鋼管的圓度效果明顯。經過擴徑后,鋼管的圓度誤差變得非常小。



UOE工藝:
所謂“UOE”工藝是鋼板先經U成型,再經O成型和機械擴徑(Expanding)它用三次液壓成型得到開口的管體,再送往焊接工序。
鋼板首先沿縱向將兩邊進行整邊和倒角,在四個邊角焊上定位及引焊貼片,然后送往壓邊機逐步沿縱向同時將兩邊預壓成弧形,之后運往水壓機上將平鋼板壓成U形,再運送到O成型水壓機,由上下兩個半圓形壓模壓成開口的管體。壓制程序在的液壓控制中進行,使開口管體有始終如一的公差精度。
UOE機組生產能力 ,產品質量好,是目前世界上生產高精度管線鋼管主要的直縫埋弧焊管機組。
RBE(三輥彎板)工藝:
板邊同樣首先沿縱向將兩邊進行整邊和倒角,之后平鋼板在三輥彎板機上經反復滾壓成圓形的開口管體,管體進入板邊滾壓機,同時將兩邊多次滾壓使弧度與管徑相吻合。這種成型方法,限制了成型管的厚度和生產小直徑和厚壁管的可能性。
所謂“UOE”工藝是鋼板先經U成型,再經O成型和機械擴徑(Expanding)它用三次液壓成型得到開口的管體,再送往焊接工序。
鋼板首先沿縱向將兩邊進行整邊和倒角,在四個邊角焊上定位及引焊貼片,然后送往壓邊機逐步沿縱向同時將兩邊預壓成弧形,之后運往水壓機上將平鋼板壓成U形,再運送到O成型水壓機,由上下兩個半圓形壓模壓成開口的管體。壓制程序在的液壓控制中進行,使開口管體有始終如一的公差精度。
UOE機組生產能力 ,產品質量好,是目前世界上生產高精度管線鋼管主要的直縫埋弧焊管機組。
RBE(三輥彎板)工藝:
板邊同樣首先沿縱向將兩邊進行整邊和倒角,之后平鋼板在三輥彎板機上經反復滾壓成圓形的開口管體,管體進入板邊滾壓機,同時將兩邊多次滾壓使弧度與管徑相吻合。這種成型方法,限制了成型管的厚度和生產小直徑和厚壁管的可能性。



大直縫焊管機組的生產原料主要是中厚板軋機生產的寬鋼板(除小于600mm的鋼管可用熱連軋機生產的鋼板外),要求供應優質鋼板。油氣輸送管線用鋼管在強度、韌性、焊接性能、耐H2S腐蝕等方面需要有較高的性能,一般采用低碳合金控軋鋼板因此,要求中厚板廠具有先進的冶煉設備(尤其是精煉設備)和具有完善控軋性能的寬板軋機,生產出X60~X75或更高鋼級的熱軋寬鋼板,供給大直縫焊管機組作原料,這樣才能生產出符臺API標準的管線鋼管,滿足管道工業建設和發展的需要。
CFE(排輥成型)工藝排輥成型有全排輥成型和半排輥成型之分。所謂半排輥成型就是只將一般輥式成型機中傳動輥機架(即平輥機架)之間的空轉輥用成排小輥代替以改善成型條件。小輥可以調整位置,適用一定范圍的鋼管尺寸,不必更換。而全排輥成型則是除了留下一一般輥式機中 架傳動輥機架外,其他機架全部代以小排輥、小輥,特別是外面的小輥,可適用于所有的鋼管,不必更換,所以這種方法對提高生產率有利。


直縫埋弧焊管、螺旋焊管和高頻直縫焊管的應用范圍和技術特點
螺旋埋弧焊管:螺旋焊管(SSAW)首先應用于我國石油天然氣管線,這是因為我國在上個世紀50~70年代尚缺乏熱軋寬帶鋼,因此螺旋鋼管就發揮了它可以應用窄帶鋼的優勢,其優點主要有4點:①鋼管直徑與帶鋼寬度不再受“π”的比例約束;②螺旋線在理論上可以在輸氣時對止裂性能有幫助;③直徑 可以達到2500mm以上,適用于輸水管線;④成型設備比較簡單,基建投資較少。螺旋焊管應用受到局限性主要有4點:①存在較復雜的殘余能力,以及分布和量值大小變化較大;②從基于應變的設計理念來看,螺旋焊管抗大變型能力要弱一些;③受到壁厚的限制,一般壁厚S≤18mm;④受到鋼級的限制,一般高強度鋼級X90~X120的開發僅限于直縫埋弧焊管。因此,對螺旋焊管的使用,應當揚長避短,輸送天然氣時它適用于一類地區和部分二類地區。
螺旋埋弧焊管:螺旋焊管(SSAW)首先應用于我國石油天然氣管線,這是因為我國在上個世紀50~70年代尚缺乏熱軋寬帶鋼,因此螺旋鋼管就發揮了它可以應用窄帶鋼的優勢,其優點主要有4點:①鋼管直徑與帶鋼寬度不再受“π”的比例約束;②螺旋線在理論上可以在輸氣時對止裂性能有幫助;③直徑 可以達到2500mm以上,適用于輸水管線;④成型設備比較簡單,基建投資較少。螺旋焊管應用受到局限性主要有4點:①存在較復雜的殘余能力,以及分布和量值大小變化較大;②從基于應變的設計理念來看,螺旋焊管抗大變型能力要弱一些;③受到壁厚的限制,一般壁厚S≤18mm;④受到鋼級的限制,一般高強度鋼級X90~X120的開發僅限于直縫埋弧焊管。因此,對螺旋焊管的使用,應當揚長避短,輸送天然氣時它適用于一類地區和部分二類地區。



在湖南省永州市采購直縫管合金管源頭工廠量大優惠請認準鋼興鋼管
(永州市分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:劉學成-【13722727880】,地址:風化店鄉后棗園工業區)。