
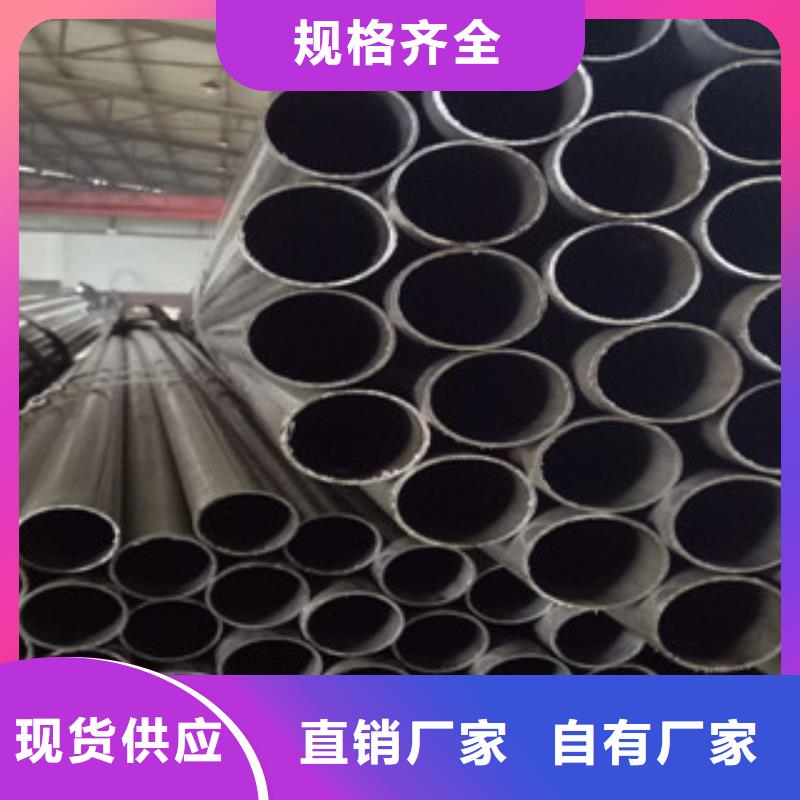



45#精密鋼管是中碳結(jié)構(gòu)鋼,45#精密鋼管機(jī)械性能較好,且價格低、來源廣,所以
應(yīng)用廣泛。用途:用于制造機(jī)械結(jié)構(gòu)、液壓設(shè)備、汽車零件執(zhí)行標(biāo)準(zhǔn):1、結(jié)構(gòu)用無縫鋼管:GB8162-2008
2、輸送流體用地縫鋼管:GB8163-20083、鍋爐用無縫鋼管:GB3087-2008 4、鍋爐用高壓無縫管:
GB5310-2008(ST45.8-Ⅲ型) 5、化肥設(shè)備用高壓無縫鋼管:GB6479-1999 6、地質(zhì)鉆探用無縫鋼管:
YB235-70 7、石油鉆探用無縫鋼管:YB528-65 8、石油裂化用無縫鋼管:GB9948-88 9、石油鉆鋌專用無
縫管:YB691-70 10、汽車半軸用無縫鋼管:GB3088-1999 11、船舶用無縫鋼管:GB5312-1999 12、冷拔
冷軋精密無縫鋼管:GB3639-1999 13、各種合金管16Mn、27SiMn、15CrMo、35CrMo、12CrMov、20G、
40Cr,12Cr1MoV,15CrMo。
另外,還有GB/T17396-1998(液壓支柱用熱軋無縫鋼管)、GB3093-1986(柴油機(jī)用高壓無縫鋼管)、
GB/T3639-1983(冷拔或冷軋精密無縫鋼管)、GB/T3094-1986(冷拔無縫鋼管異形鋼管)、GB/T8713-
1988(液壓和氣動筒用精密內(nèi)徑無縫鋼管)、GB13296-1991(鍋爐、熱交換器用不銹鋼無縫鋼管)、
GB/T14975-1994(結(jié)構(gòu)用不銹鋼無縫鋼管)、GB/T14976-1994(流體輸送用不銹鋼無縫鋼管)GB/T5035-
1993(汽車半軸套管用無縫鋼管)、API SPEC5CT-1999(套管和油管規(guī)范)等。



蘭格精密管有限公司(云浮分公司)憑借著的技術(shù),嚴(yán)格的質(zhì)量監(jiān)控。熱誠的售后服務(wù)同國內(nèi)外許多企業(yè)建立的長期穩(wěn)固的業(yè)務(wù)關(guān)系。部分 精密異形管產(chǎn)品還銷往美、歐、非及東南亞各國。 精密異形管產(chǎn)品質(zhì)量及企業(yè)信譽(yù)深受廣大客戶好評。
為了更好的服務(wù)客戶,不懈的探索求精。引進(jìn)學(xué)習(xí)的理念與技術(shù),培養(yǎng)高素質(zhì)的技術(shù)人員。在實踐中積累了豐富的實用經(jīng)驗,可以滿足不同客戶的定制需求。
蘭格精密管有限公司(云浮分公司)為您提供質(zhì)優(yōu)價實的 精密異形管產(chǎn)品,真誠負(fù)責(zé)的服務(wù)是我們的心愿。讓我們攜手共進(jìn),共同分享成功的快樂。


生產(chǎn)工藝①熱軋無縫鋼管主要生產(chǎn)工序(△主要檢驗工序):管坯準(zhǔn)備及檢查、管坯加熱、穿孔、軋管
、鋼管再加熱、定(減)徑、熱處理、成品管矯直、精整、檢驗、(無損、理化、臺檢)、入庫②冷軋(
拔)無縫鋼管主要生產(chǎn)工序:坯料準(zhǔn)備、酸洗潤滑、冷軋(拔)、熱處理、矯直、精整、檢驗一般的無縫
鋼管的生產(chǎn)工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產(chǎn)流程一般要比熱軋要復(fù)雜,管坯首先要進(jìn)
行三輥連軋,擠壓后要進(jìn)行定徑測試,如果表面沒有響應(yīng)裂紋后圓管要經(jīng)過割機(jī)進(jìn)行切割,切割成長度約
一米的坯料。然后進(jìn)入退火流程,退火要用酸性液體進(jìn)行酸洗,酸洗時要注意表面是否有大量的起泡產(chǎn)生
,如果有大量的起泡產(chǎn)生說明鋼管的質(zhì)量達(dá)不到相應(yīng)的標(biāo)準(zhǔn)。外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,
冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多
的粗糙,口徑也沒有太多的毛刺。



軋制無縫管的原料是圓管坯,圓管胚要經(jīng)過切割機(jī)的切割加工成長度約為1米的坯料,并經(jīng)傳送帶送到
熔爐內(nèi)加熱。鋼坯被送入熔爐內(nèi)加熱,溫度大約為1200℃。燃料為氫氣或乙炔。爐內(nèi)溫度控制是關(guān)鍵性的
問題·圓管坯出爐后要經(jīng)過壓力穿孔機(jī)進(jìn)行穿空。一般較常見的穿孔機(jī)是錐形輥穿孔機(jī),這種穿孔機(jī)生產(chǎn)
效率高,產(chǎn)品質(zhì)量好,穿孔擴(kuò)徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。
擠壓后要脫管定徑。定徑機(jī)通過錐形鉆頭高速旋轉(zhuǎn)入鋼胚打孔,形成鋼管。鋼管內(nèi)徑由定徑機(jī)鉆頭的外徑
長度來確定。鋼管經(jīng)定徑后,進(jìn)入冷卻塔中,通過噴水冷卻,鋼管經(jīng)冷卻后,就要被矯直。鋼管經(jīng)矯直后
由傳送帶送至金屬探傷機(jī)(或水壓實驗)進(jìn)行內(nèi)部探傷。若鋼管內(nèi)部有裂紋,氣泡等問題,將被探測出。
鋼管質(zhì)檢后還要通過嚴(yán)格的手工挑選。鋼管質(zhì)檢后,用油漆噴上編號、規(guī)格、生產(chǎn)批號等。并由吊車吊入
倉庫中。