

想了解我們的扁鋼,高頻焊接H型鋼產地工廠產品嗎?我們為您準備了細致入微的視頻介紹,讓您在短時間內了解產品的精髓。
以下是:扁鋼,高頻焊接H型鋼產地工廠的圖文介紹

小面積的點蝕在不減薄設計厚度的情況下,可以采用焊補打磨直至合格。2.1.3在下料時必須核對鋼板的牌號、規格和表面質量情況,在確認無疑后才可下料。2.2施工設備及工具:2.2.1切割下料設備主要包括數控火焰切割機、數控等離子切割機、直條切割機、半自動切割機等。在氣割前,先檢查整個氣割系統的設備和工具全部運轉正常,并確保的條件下才能運行,而且在氣割過程中應注意保持。2.2.3檢測及標識工具分別為:鋼尺、卷尺、石筆、記號筆等。3.切割操作工藝:3.1在進行自動切割時,吊鋼板至氣割平臺上,應調整鋼板單邊兩端頭與導軌的距離差在5mm范圍內。3.2根據自動切割及半自動切割方式的不同,調整各把割的距離,確定后拖量,并考慮割縫補償;在切割過程中,割傾角的大小和方向主要以鋼板厚度而定,割嘴傾角與割件厚度的關系及切割余量如下表所示:割嘴傾角與割件厚度的關系割件厚度<10≥10傾角方向后傾垂直傾角度數10°-15°0°鋼板切割余量表切割方式材。


天津闊恒興旺國際貿易有限公司
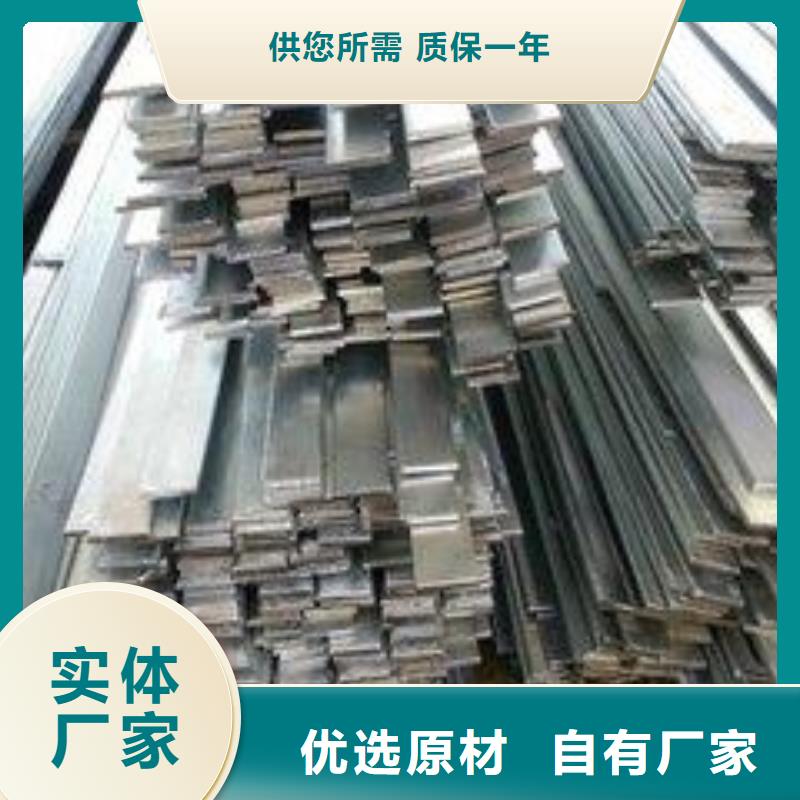
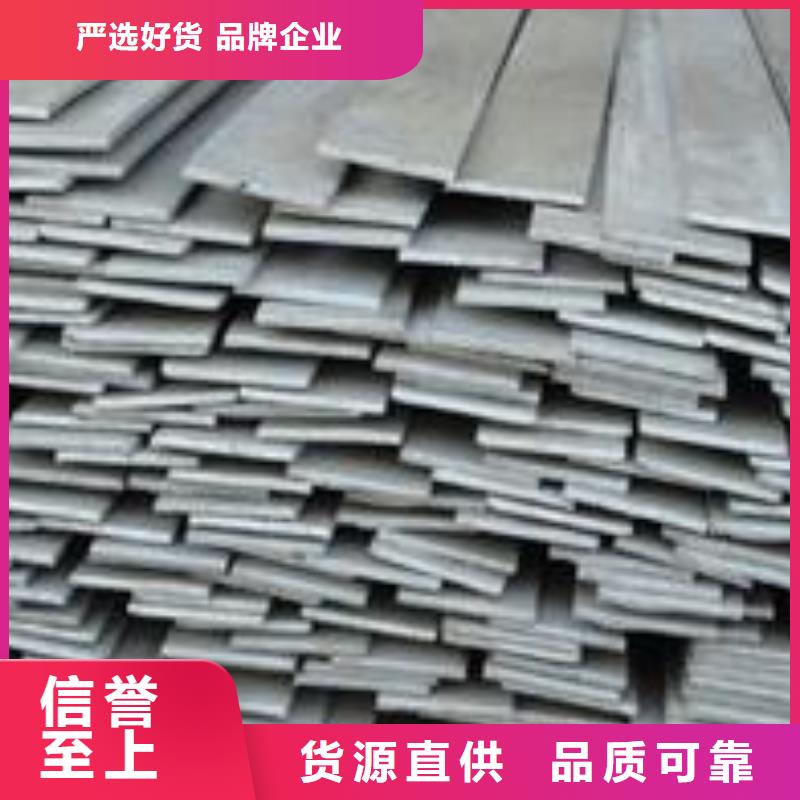
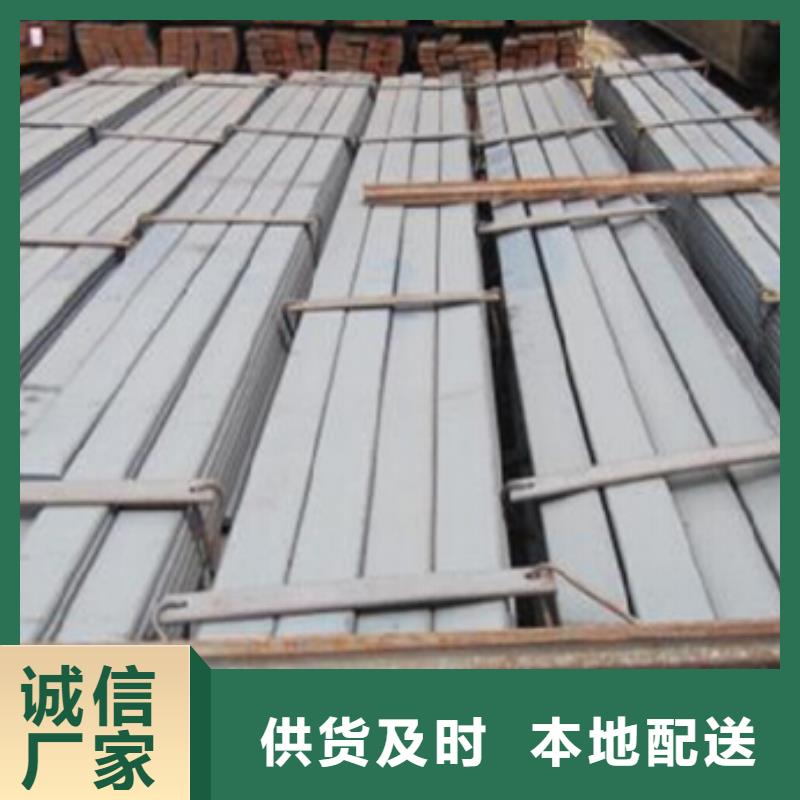
主營產品有:槽鋼,H型鋼,扁鋼,工字鋼,方鋼,角鋼,角鐵,不等邊角鋼,鋼軌,T型鋼,冷彎型鋼,C型鋼及其他型材。型材鍍鋅:鍍鋅槽鋼,鍍鋅角鋼,鍍鋅工字鋼,鍍鋅扁鋼,鍍鋅H型鋼。正火與退火的不同點是正火冷卻速度比退火冷卻速度稍快,因而正火組織要比退火組織更細一些,其機械性能也有所提高。另外,正火爐外冷卻不占用設備,生產率較高,因此生產中盡可能采用正火來代替退火。正火的主要應用范圍有:①用于低碳鋼,正火后硬度略高于退火,韌性也較好,可作為切削加工的預處理。②用于中碳鋼,可代替調質處理作為后熱處理,也可作為用感應加熱方法進行表面淬火前的預備處理。③用于工具鋼、軸承鋼、滲碳鋼等,可以消降或抑制網狀碳化物的形成,從而得到球化退火所需的良好組織。④用于鑄鋼件,可以細化鑄態組織,改善切削加工性能。⑤用于大型鍛件,可作為后熱處理,從而避免淬火時較大的開裂傾向。⑥用于球墨鑄鐵,使硬度、強度、耐磨性得到提高,如用于制造汽車、拖拉機、柴油機的曲軸、連桿等重要零件。



闊恒興旺國際貿易(云浮市分公司)是一家集生產、銷售 無氧紫銅排為一體的企業,公司建立多年來,專業于 無氧紫銅排的生產.闊恒興旺國際貿易(云浮市分公司)有著多年的行業積累,同時也匯集了多名 無氧紫銅排制造方面的專家人士。我廠的宗旨是“科學管理、用戶至上、尊信守約”。對產品終身負責。我們愿與廣大用戶、工程單位精誠合作。提供質優、價廉的產品,滿意的服務。


過共析鋼球化退火前進行一次正火,可網狀二次滲碳體,以保證球化退火時滲碳體全部球粒化。將工件加熱到預定溫度,保溫一定的時間后緩慢冷卻的金屬熱處理工藝。退火的目的在于:①改善或鋼鐵在鑄造、鍛壓、軋制和焊接過程中所造成的各種組織缺陷以及殘余應力,防止工件變形、開裂。②軟化工件以便進行切削加工。③細化晶粒,改善組織以提高工件的機械性能。④為終熱處理(淬火、回火)作好組織準備。常用的退火工藝有:①完全退火。用以細化中、低碳鋼經鑄造、鍛壓和焊接后出現的力學性能不佳的粗大過熱組織。將工件加熱到鐵素體全部轉變為奧氏體的溫度以上30~50℃,保溫一段時間,然后隨爐緩慢冷卻,在冷卻過程中奧氏體再次發生轉變,即可使鋼的組織變細。球化退火。用以降低工具鋼和軸承鋼鍛壓后的偏高硬度。將工件加熱到鋼開始形成奧氏體的溫度以上20~40℃,保溫后緩慢冷卻,在冷卻過程中珠光體中的片層狀滲碳體變為球狀,從而降低了硬度。③等溫退火。用以降低某些鎳、鉻含量較高的合金結構鋼的高硬度,以進行切削加工。一般先以較快速度冷卻到奧氏體不穩定的溫度,保溫適當時間,奧氏體轉變為托氏體或索氏體,硬度即可降低。④再結晶退火。用以金屬線材、薄板在冷拔、冷軋過程中的硬化現象(硬度升高、塑性下降)。加熱溫度一般為鋼開始形成奧氏體的溫度以下50~150℃,只有這樣才能加工硬化效應使金屬軟化。⑤石墨化退火。用以使含有大量滲碳體的鑄鐵變成塑性良好的可鍛鑄鐵。工藝操作是將鑄件加熱到950℃左右,保溫一定時間后適當冷卻,使滲碳體分解形成團絮狀石墨。



