

想了解石油裂化管冷拔無(wú)縫鋼管本地廠(chǎng)家值得信賴(lài)產(chǎn)品的更多信息?一部視頻,讓你輕松get到所有重點(diǎn)!
以下是:石油裂化管冷拔無(wú)縫鋼管本地廠(chǎng)家值得信賴(lài)的圖文介紹
縫鋼管本地廠(chǎng)家值得信賴(lài)")
【3】 維氏硬度
石油裂化管維氏硬度試驗(yàn)也是一種壓痕試驗(yàn)方法,可用于測(cè)定很薄的石油裂化管材料和表面層硬度。它具有布氏、洛氏法的主要優(yōu)點(diǎn),而克服了它們的基本缺點(diǎn),但不如洛氏法簡(jiǎn)便,維氏法在石油裂化管標(biāo)準(zhǔn)中很少用。
材質(zhì):20G
執(zhí)行標(biāo)準(zhǔn):GB9948-2006
20#石油裂化管重量計(jì)算公式:[(外徑-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
20G石油裂化管規(guī)格表
縫鋼管本地廠(chǎng)家值得信賴(lài)")
縫鋼管本地廠(chǎng)家值得信賴(lài)")
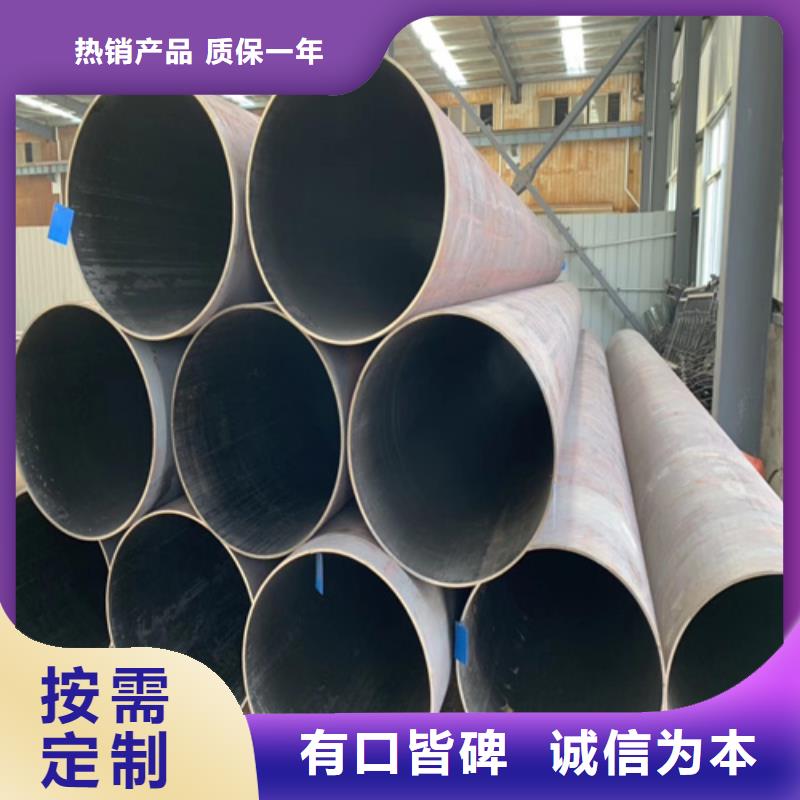
無(wú)縫石油裂化管 是指兩端開(kāi)口并具有中空斷面,其長(zhǎng)度與周邊之比較大的鋼材,按生產(chǎn)方法可分為無(wú)縫鋼管和焊接鋼管, 無(wú)縫石油裂化管 的規(guī)格用外形尺寸(如外徑或邊長(zhǎng))及壁厚表示,其尺寸范圍很廣,從直徑很小的毛細(xì)管直到直徑達(dá)數(shù)米的大口徑管。 無(wú)縫石油裂化管 可用于管道、熱工設(shè)備、機(jī)械工業(yè)、石油地質(zhì)勘探、容器、化學(xué)工業(yè)和特殊用途。
縫鋼管本地廠(chǎng)家值得信賴(lài)")
縫鋼管本地廠(chǎng)家值得信賴(lài)")
縫鋼管本地廠(chǎng)家值得信賴(lài)")
屈服點(diǎn)的計(jì)算公式為:
式中:Fs--試樣拉伸過(guò)程中屈服力(恒定),N(牛頓)So--試樣原始橫截面積,mm2。
③斷后伸長(zhǎng)率(σ)
在拉伸試驗(yàn)中,試樣拉斷后其標(biāo)距所增加的長(zhǎng)度與原標(biāo)距長(zhǎng)度的百分比,稱(chēng)為伸長(zhǎng)率。石油裂化管以σ表示,單位為%。計(jì)算公式為:
式中:L1--試樣拉斷后的標(biāo)距長(zhǎng)度,mm;石油裂化管 L0--試樣原始標(biāo)距長(zhǎng)度,mm。
④斷面收縮率(ψ)
在拉伸試驗(yàn)中,試樣拉斷后其縮徑處橫截面積的 縮減量與原始橫截面積的百分比,稱(chēng)為斷面收縮率。以ψ表示,單位為%。計(jì)算公式如下:
式中:S0--試樣原始橫截面積,mm2; 石油裂化管S1--試樣拉斷后縮徑處的少橫截面積,mm2。
縫鋼管本地廠(chǎng)家值得信賴(lài)")
縫鋼管本地廠(chǎng)家值得信賴(lài)")
石油裂化管是用于石油化學(xué)工業(yè)中的爐管、熱交換器管和管道用的無(wú)縫鋼管,一般用低碳鋼或鉬基合金材料制管,要求能承受400℃以上高溫及15MPa以上壓力,各種性能指標(biāo)要求較高,生產(chǎn)難度大,尤其以鋁基材質(zhì)制管的工藝難掌握
1、生產(chǎn)工藝流程
該廠(chǎng)石油裂化管的生產(chǎn)工藝流程為:
管坯準(zhǔn)備  坯料剝皮(修磨) 環(huán)形加熱爐加熱 三輥穿孔 三輥軋管 再加熱 減徑 矯直 退火 矯直 切頭尾 檢驗(yàn) 渦流探傷 超聲波探傷 檢驗(yàn) 包裝 入庫(kù)。
坯料剝皮(修磨) 環(huán)形加熱爐加熱 三輥穿孔 三輥軋管 再加熱 減徑 矯直 退火 矯直 切頭尾 檢驗(yàn) 渦流探傷 超聲波探傷 檢驗(yàn) 包裝 入庫(kù)。
2、生產(chǎn)工藝研究
根據(jù)ICr5Mo石油裂化管的生產(chǎn)工藝流程及ICr5Mo材質(zhì)的特點(diǎn),主要對(duì)加熱、穿孔及退火工藝進(jìn)行研究。其它工藝過(guò)程則與一般無(wú)縫鋼管的生產(chǎn)工藝相同。
1)管坯加熱工藝
鋼管材質(zhì)為1Cr5Mo含較高鉻和一定量的鑰,加熱時(shí)其導(dǎo)熱性能較一般鋼差,熱加工塑性也比一般鋼低,加熱溫度范圍窄。研制過(guò)程中發(fā)現(xiàn)在三輥穿孔機(jī)上穿孔,溫度以1200一1220度為宜,加熱時(shí)間為100~120min
2)穿孔工藝穿孔是生產(chǎn)1Cr5Mo材質(zhì)石油裂化管關(guān)鍵工序,在穿孔過(guò)程中,易出現(xiàn)內(nèi)裂和內(nèi)分層。實(shí)驗(yàn)證明,穿孔過(guò)程中要選用經(jīng)穿制碳素鋼管后已在頂頭表面形成致密氧化膜的頂頭。
3)退火工藝根據(jù)1Cr5Mo鋼的Ac1點(diǎn)為770一790度,Ac3點(diǎn)為830一850度,選擇電阻式球化退火爐為設(shè)備。
在108三輥軋管機(jī)組上按照常規(guī)的工藝路線(xiàn),利用電阻球化退火爐,生產(chǎn)1Cr5Mo石油裂化管.生產(chǎn)工藝是完全可行的。生產(chǎn)石油裂化管必須有高質(zhì)量的坯料。鋼管生產(chǎn)過(guò)程中必須輕吊,輕放,防止鋼管外表面碰傷、擦傷。
種退火工藝(b),采用完全奧氏體化的溫度加熱,高溫裝爐(750C),高溫出爐,生產(chǎn)周期短,且性能指標(biāo)比較好,可作批量生產(chǎn)的優(yōu)化工藝。
第二種退火工藝(c)采用不完全奧氏體化的溫度加熱,高溫裝爐。生產(chǎn)周期短,性能指標(biāo)也滿(mǎn)足標(biāo)準(zhǔn)要求,并且能耗小。表面氧化輕,對(duì)鋼管表面質(zhì)量有利。亦可作為批量生產(chǎn)的工藝選擇。 [1]
縫鋼管本地廠(chǎng)家值得信賴(lài)")
縫鋼管本地廠(chǎng)家值得信賴(lài)")
多鑫天德實(shí)業(yè)發(fā)展有限公司(玉溪分公司)領(lǐng)導(dǎo)秉承做百年企業(yè),樹(shù)百年品牌的遠(yuǎn)大理想,確立了“誠(chéng)信、求實(shí)、制高”的企業(yè)宗旨,對(duì) 擠壓無(wú)縫鋼管產(chǎn)品進(jìn)行了長(zhǎng)期深入的研究與開(kāi)發(fā),以先進(jìn)的技術(shù),為廣大客戶(hù)提供滿(mǎn)意的服務(wù)。
我們堅(jiān)信憑借技術(shù)優(yōu)勢(shì),豐富的工程經(jīng)驗(yàn)、以及服務(wù)大眾的堅(jiān)定決心,定能在 擠壓無(wú)縫鋼管專(zhuān)業(yè)領(lǐng)域做出了令人矚目的成績(jī)!
縫鋼管本地廠(chǎng)家值得信賴(lài)")
縫鋼管本地廠(chǎng)家值得信賴(lài)")
點(diǎn)擊查看多鑫天德實(shí)業(yè)發(fā)展有限公司(玉溪分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
